An Dá Bhealach Bunúsacha le Réitigh Dísle: Seomra Te agus Seomra Fuar
Is iad an dá mhodh bunúsacha a bhaineann le bás-réitigh réitigh bás seomra te agus réitigh bás seomra fuar . Tá an sprioc bhunúsach chéanna ag an dá phróiseas seo - miotail leáite a bhrú isteach i dísle cruach chruaite faoi ardbhrú chun páirteanna beachta in-athdhéanta a tháirgeadh - ach tá difríocht shuntasach eatarthu maidir leis an gcaoi a ndéantar an miotail a leá, a láimhseáil agus a instealladh. Má roghnaítear an modh mícheart do do chóimhiotal nó do chuid céimseata, d'fhéadfadh droch-líonadh, porosity iomarcach, caitheamh bás roimh am, agus rátaí costasacha fuíll a bheith mar thoradh air. Is é tuiscint a fháil ar cad a scarann an dá mhodh seo an pointe tosaigh d’aon chinneadh tromchúiseach dísleáite.
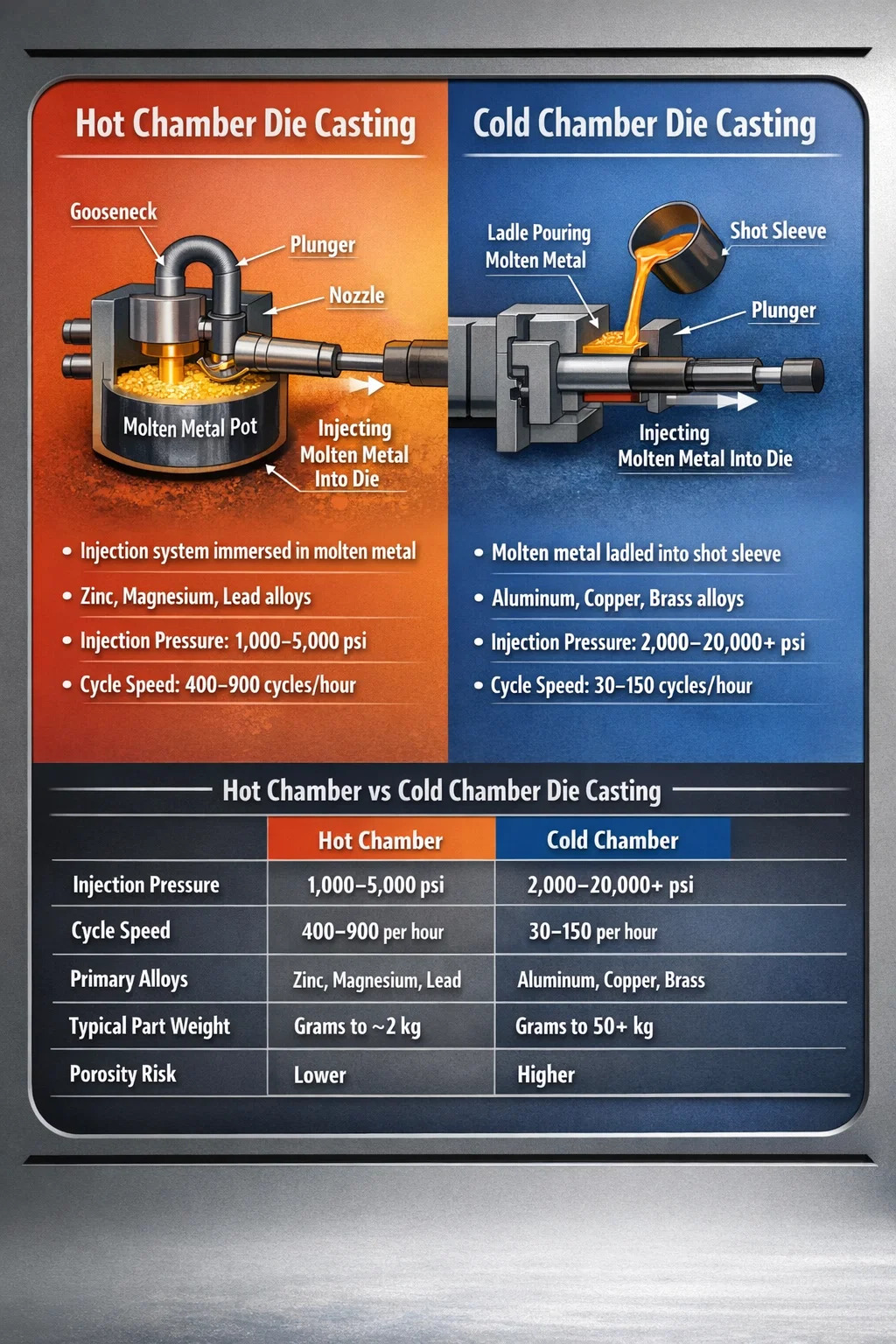
Sa seomra te bás-réitigh , tá an meicníocht insteallta báite go díreach sa dabhach miotail leáite. Tarraingíonn an meaisín miotail isteach sa sorcóir go huathoibríoch agus cuireann sé isteach sa dísle é i dtimthriall leanúnach tapa. I ndísleilgthe seomra fuar, déantar an miotal a leá i bhfoirnéis ar leith agus ansin é a luchtú — de láimh nó go huathoibríoch — isteach i muinchille lámhaigh roimh gach timthriall insteallta. Tá cóimhiotail shonracha ag gach modh a láimhseálann sé go maith, raonta brú ar leith a n-oibríonn sé laistigh díobh, agus méideanna sonracha táirgeachta nuair a dhéanann sé ciall eacnamaíoch.
Réitigh Seomra Te: Mar a Oibríonn an Próiseas
Coinnítear an córas insteallta tumtha go buan i bpota miotail leáite i dteilgin dísle seomra te — ar a dtugtar uaireanta réitigh geoseneck. Is iad na comhpháirteanna lárnacha cainéal miotail gooseneck-chruthach, plunger, agus nozzle a shuíonn go díreach i gcoinne an dísle. Nuair a tharraingíonn an plunger siar, sreabhann miotail leáite trí chalafort isteach sa spíonÚn. Nuair a thagann an plunger chun cinn, séalaíonn sé an calafort agus cuireann sé an miotal tríd an soc agus isteach sa chuas dísle ag brúnna a bhíonn de ghnáth ó 1,000 go 5,000 psi (7 go 35 MPa) .
Toisc nach bhfágann an miotal an córas téite idir shots, tá an timthriall thar a bheith tapa. Baineann meaisíní seomra te amach go rialta 400 go 900 timthriallta in aghaidh na huaire le haghaidh páirteanna beaga, rud a fhágann go bhfuil siad oiriúnach go maith do tháirgeadh ard-toirte comhpháirteanna mar chónaisc leictreacha, clúdaigh carburetor, crua-earraí glasála, agus páirteanna bréagán. Laghdaíonn deireadh a chur leis an gcéim scláta ar leith an t-am timthriall agus an baol go mbeidh éagsúlacht teochta idir shots.
Cóimhiotail Ag luí le Réitigh Seomra Te
Tá bás-réitigh seomra te teoranta do chóimhiotail leáphointe íseal nach n-ionsaíonn nó a dhíscaoileann comhpháirteanna iarainn agus cruach an chórais insteallta. Is iad na hábhair is coitianta:
- Cóimhiotail since (Zamak 2, 3, 5, 7) — na cinn is mó a úsáidtear i bhfad, le leáphointí timpeall 380–420°C
- Cóimhiotail mhaignéisiam (AZ91D, AM60) - a úsáidtear níos mó agus níos mó i gcórais seomra te le dearthaí meaisíní speisialaithe
- Cóimhiotail luaidhe agus stáin — a úsáidtear i bhfeidhmchláir speisialaithe ar líon íseal
Ní féidir alúmanam, copar, agus práis a phróiseáil i meaisíní seomra te. Dhéanfadh a dteocht leá níos airde — alúmanam leá timpeall 660°C, práis thart ar 900°C — na comhpháirteanna iarainn-bhunaithe den spíonÚn agus an plunger a thuaslagadh go tapa, ag scrios an mheaisín agus ag éilliú an leá laistigh d’uaireanta oibre.
Tonnáiste Meaisín agus Páirtmhéid in Oibríochtaí Seomra Te
Tá meaisíní seomra te ar fáil go ginearálta i bhfórsaí clampála ó faoi 5 tonna suas le thart ar 900 tonna , cé go ndéantar an chuid is mó den obair seomra te ar mheaisíní sa raon 5 go 400 tonna. Go hiondúil ritheann meáchain pháirteacha le haghaidh teilgin since ó chúpla gram suas go dtí thart ar 2 kg, cé gur féidir páirteanna níos troime a dhéanamh ar mheaisíní níos mó. Na ballaí tanaí is féidir a bhaint amach le since — síos go rialta go dtí 0.5 mm in uirlisí beachta — a dhéanamh seomra te réitigh an próiseas chun dul go dtí le haghaidh mion, comhpháirteanna mionsonraithe.
Réitigh Dísle Seomra Fuar: Mar a Oibríonn an Próiseas
Scarann bás-réitigh seomra fuar an foirnéis leá go hiomlán ón gcóras insteallta. Déantar miotail a leá i bhfoirnéis sheachtrach agus ansin aistrítear é — le liach láimhe, le liach uathoibríoch, nó le caidéal leictreamaighnéadach — isteach i muinchille lámhaigh chothrománach nó ingearach. Nuair a bhíonn an toirt cheart miotail sa muinchille, téann an plunger insteallta chun cinn agus cuireann sé an miotail isteach sa dísle ag brúnna atá i bhfad níos airde ná an trealamh seomra te: go hiondúil 2,000 go 20,000 psi (14 go 140 MPa) , le roinnt oibríochtaí ardbhrú níos mó ná an raon sin le haghaidh páirteanna alúmanam tanaí-ballaí.
Ciallaíonn scaradh na foirnéise ón meaisín nach bhfuil na comhpháirteanna insteallta faoi lé miotail leáite go leanúnach. Ní nochtar iad ach amháin le linn nóiméad gairid an lámhaigh, rud a cheadaíonn úsáid a bhaint as miotail a scriosfadh córas seomra te. Is am timthrialla níos moille é an comhbhabhtáil — ritheann formhór na n-oibríochtaí seomra fuar ag 30 go 150 urchar in aghaidh na huaire ag brath ar pháirtmheáchan, tiús bhalla, agus cóimhiotal - agus céimeanna próisis breise a fhéadfaidh éagsúlacht teochta a thabhairt isteach mura ndéantar é a rialú go cúramach.
Cóimhiotail a Úsáidtear i Réitigh Die Seomra Fuar
Láimhseálann bás-réitigh seomra fuar raon leathan cóimhiotail le teochtaí leá níos airde, lena n-áirítear:
- Cóimhiotail alúmanaim (A380, A383, A360, ADC12) - an t-ábhar ceannasach in obair seomra fuar, a úsáidtear i ngluaisteán, aeraspáis, agus leictreonaic tomhaltóra
- Cóimhiotail chopair agus práis — a úsáidtear le haghaidh comhpháirteanna pluiméireachta, nascóirí leictreacha, agus crua-earraí muirí i gcás ina bhfuil friotaíocht creimeadh agus neart ábhar
- Cóimhiotail mhaignéisiam (AZ91D, AM50) — ag éirí níos coitianta i seomra fuar do chodanna móra struchtúracha, cé go bhfuil maignéisiam inphróiseáilte freisin i gcórais seomra te
- Tombac sileacain agus cóimhiotail bonn-copair speisialtachta — a úsáidtear i bhfeidhmchláir bheachtais nideoige
Is é cóimhiotal alúmanaim A380 an cóimhiotal bás-réitigh is mó a úsáidtear ar domhan, agus déantar beagnach gach ceann de a phróiseáil trí mheaisíní seomra fuar. Tairgeann sé meascán den scoth de theilgeanacht, neart meicniúil (neart teanntachta de thart ar 317 MPa), friotaíocht creimeadh, agus costas, agus is é sin an fáth go bhfuil sé i gceannas ar réitigh struchtúracha feithicleach, doirtil teasa, agus cásanna mótair.
Tonnáiste Meaisín agus Scála Páirteanna
Scála meaisíní seomra fuar i bhfad níos mó ná trealamh seomra te. Raon fórsaí clampála ó thart 150 tonna suas le 6,000 tonna nó níos mó do na meaisíní mega-réitigh a úsáidtear anois in iarratais gigachraoladh feithicleach. Is féidir le preas seomra fuar 4,000 tonna a úsáideann monaróir feithicleach fo-chorp iomlán cúil feithicle a tháirgeadh - teilgin aonair alúmanaim a chuirtear in ionad níos mó ná 70 páirteanna cruach stampáilte agus táthaithe - i gceann lámhaigh. Rinne Tesla tóir ar an gcur chuige seo lena theicneolaíocht Giga Press, agus tá an cur chuige glactha ag il OEManna ar fud an domhain ó shin.
Comparáid dhíreach: Seomra Te vs Seomra Fuar Réitigh Die
Tugann an tábla thíos achoimre ar na difríochtaí ríthábhachtacha idir an dá mhodh dísleilgthe ar fud na bparaiméadar is tábhachtaí maidir le pleanáil táirgeachta:
| Paraiméadar | Seomra te | Seomra Fuar |
|---|---|---|
| Brú insteallta | 1,000–5,000 psi | 2,000–20,000 psi |
| Luas rothaíochta | 400–900 timthriall in aghaidh na huaire | 30–150 timthriall in aghaidh na huaire |
| Cóimhiotail bunscoile | Sinc, maignéisiam, luaidhe | Alúmanam, copar, práis, maignéisiam |
| Raon tonnáiste meaisín | 5-900 tonna | 150–6,000 tonna |
| Nochtadh teocht miotail don mheaisín | Leanúnach | In aghaidh an lámhaigh amháin |
| Meáchan cuid tipiciúil | Gram go dtí ~2 kg | Gram go 50 kg |
| Riosca porosity | Níos ísle (níos lú deiseanna traenála aeir) | Níos airde (gá rialú próifíl lámhaigh cúramach) |
| Costas uirlisí | Níos ísle go measartha | Measartha go hard |
Cúrsaí Dearaidh Bhása a Dhéanann Difríocht idir an Dá Mhodh
Tá an dísle féin - an múnla cruach uirlis H13 cruaite ina gcuirtear iallach ar mhiotal leáite - cosúil go coincheapúil sa dá phróiseas, ach tá difríocht idir na ceanglais innealtóireachta bunaithe ar na brúnna atá i gceist agus na hualaí teirmeacha a chuirtear i bhfeidhm.
Dearadh Geata agus Córais Reatha
Sa seomra te dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 go 50 m/s .
Teastaíonn céimseata rádala cúramach le bás seomra fuar le haghaidh alúmanam chun an slaodacht níos airde d'alúmanam a bhainistiú ag teocht an réitigh agus an baol a bhaineann le soladú roimh am le linn an líonadh. Is gnách go ndírítear ar threoluasanna geata d’alúmanam 40 go 60 m/s , agus ní mór an phróifíl lámhaigh - céim mall, céim thapa, agus brú dianúcháin - a ríomhchlárú go beacht chun líonadh suaite a sheachaint, arb é an príomh-thiománaí porosity i teilgin alúmanaim.
Bainistíocht Teirmeach agus Die Life
Braitheann an dá chineál dísle ar uisce inmheánach nó bealaí fuaraithe ola chun teas a bhainistiú, ach bíonn turraing teirmeach níos airde ag baint le bás alúmanam seomra fuar mar gheall ar dhifreáil teochta níos mó idir an leá alúmanaim (~ 680 ° C ag réitigh) agus teocht an dromchla dísle (de ghnáth ag 180-260 ° C). Is í an rothaíocht theirmeach seo an príomhspreagthóir seiceála teasa — líonra na scoilteanna míne dromchla a dhíghrádaíonn cáilíocht an dromchla dísle. Is gnách go mbíonn saol seirbhíse de ghnáth ag seomra fuar H13 d'alúmanam 100,000 go 300,000 seat , cé gur féidir bás since seomra te rith go 1 milliún seat nó níos mó sula dteastaíonn athobair shuntasach.
Porosity: An Príomhdhúshlán Cáilíochta sa Dá Mhodh
Is í an phaireasacht — folús laistigh den réitigh de bharr gás gafa nó crapadh — an t-ábhar imní is mó maidir le dísréitigh is cuma cén modh a úsáidtear, ach tá difríocht idir a cúiseanna agus a réitigh idir próisis seomra te agus fuar.
Sa seomra te die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
I dteilgin dísle seomra fuar, is é an muinchille lámhaigh oscailte an phríomhfhoinse d'iontráil aeir. De réir mar a théann an plunger ar aghaidh, caithfidh sé seilide aeir atá sa muinchille a bhrú chun tosaigh ar an miotal. Treoluas mall lámhaigh chuí — go hiondúil 0.1 go 0.5 m/s le linn na chéad chéime — ligeann sé do thonn miotail an t-aer a fhoirmiú agus a bhrú ar aghaidh chuig na toibreacha agus na gaothairí thar maoil sula gcuirtear tús le hinstealladh mear lámhaigh. Má dhéantar an t-aistriú seo mícheart fiú cúpla milliméadar de thaisteal plunger, d’fhéadfadh leibhéil phaireachais 10 go 20% níos airde a bheith sa chuid chríochnaithe. Is féidir le díslí-chuidithe i bhfolús, a aslonnaítear an cuas dísle agus muinchille lámhaigh roimh an instealladh, póirseáil páirteanna alúmanaim fuar-seomra a laghdú go leibhéil a cheadaíonn cóireáil teasa agus táthú struchtúrach — cumais nach féidir a dhéanamh le teilgin dísle alúmanaim de ghnáth.
Cathain a Roghnaigh Hot Chamber Die Casting
Is é bás-réitigh seomra te an rogha ceart nuair a bhíonn na coinníollacha seo a leanas i bhfeidhm:
- Is é since, maignéisiam, nó cóimhiotal leáphointe íseal eile atá ag luí leis an gcóras spíonÚn an páirt-ábhar
- Tá méideanna táirgeachta ard - go ginearálta os cionn 50,000 go 100,000 cuid in aghaidh na bliana chun infheistíocht uirlisí a chosaint
- Tá páirtmheáchan sách íseal, go hiondúil faoi 1 go 2 kg i gcás since
- Tá cruinneas toise ríthábhachtach - is gnách go mbaintear amach lamháltais ± 0.05 mm ar ghnéithe criticiúla trí dhísleilgthe since gan meaisínithe tánaisteach
- Tá ballaí tanaí ag teastáil - is féidir since a chaitheamh go dtí tiús bhalla faoi 0.5 mm in uirlisí optamaithe
- Tá cáilíocht bailchríoch dromchla ina thosaíocht - tá dromchla mar theilgthe den scoth ag teilgin since atá oiriúnach le haghaidh plating díreach nó péinteáil gan ullmhú fairsing
I measc na dtionscal coitianta a bhaineann úsáid as dísleilgthe seomra te tá leictreonaic tomhaltóra (cónascairí, lúibíní, insí), feithicleach (comhlachtaí glasa, comhpháirteanna córais breosla, Cásálacha braiteora), crua-earraí (láimhseálann dorais, feisteas troscáin), agus bréagáin agus míreanna nuachta.
Cathain a Roghnaigh Cold Chamber Die Casting
Is é bás-réitigh seomra fuar an próiseas cuí nuair:
- Is é an cóimhiotal alúmanam, copar, práis, nó ábhar ard-leáphointe nach luíonn le trealamh seomra te
- Sáraíonn méid agus meáchan na dteorainneacha praiticiúla a bhaineann le trealamh seomra te
- Tá gá le feidhmíocht struchtúrach - tairgeann teilgin dísle alúmanaim cóimheasa neart le meáchain i bhfad níos fearr ná since le haghaidh feidhmeanna ualachiompartha
- Tá gá le friotaíocht creimeadh i dtimpeallachtaí déine - soláthraíonn ciseal ocsaíd nádúrtha alúmanaim cosaint nach féidir le cóimhiotail since i dtimpeallachtaí áirithe a mheaitseáil gan sciath
- Tá an feidhmchlár i dtraenacha cumhachta feithicleacha, i lúibíní aeraspáis, nó i dtrealamh tionsclaíoch nuair a thugann an teaglaim de mheáchan éadrom agus sláine struchtúrach údar don chostas uirlisí agus meaisín níos airde.
I measc na n-iarratas mór-réitigh dísle sa seomra fuar tá tithe tarchuir feithicleach, bloic innill, imfháluithe ceallraí feithiclí leictreacha, chassis freastalaí ríomhaire, comhlachtaí comhla hiodrálacha, agus comhpháirteanna mótair lasmuigh mara. Bhí luach níos mó ná an margadh domhanda bás-réitigh alúmanam amháin $50 billiún USD in 2023 , rud a léiríonn ceannasacht réitigh alúmanam fuar seomra i ndéantúsaíocht nua-aimseartha.
Struchtúr Costais: Uirlisiú, Am Meaisín, agus Eacnamaíocht Per-Páirt
Braitheann eacnamaíocht bás-réitigh go mór ar an modh a úsáidtear, toisc go bhfuil próifílí costais an-difriúla ag an dá phróiseas.
Costais Uirlisí
Tá uirlisiú dísleáite costasach beag beann ar an modh, toisc go gcaithfidh na díslí na milliúin brú-thimthriallta a sheasamh i dtimpeallacht scríobach a bhfuil éileamh teirmeach air. Sinc seomra te bás le haghaidh codanna measartha casta de ghnáth costas idir $15,000 agus $80,000 . Faigheann alúmanam seomra fuar bás ar chostas inchomparáide castachta - go minic $30,000 go $150,000 nó níos airde — toisc go dteastaíonn tógáil dísle níos láidre agus innealtóireacht chiorcaid fhuaraithe níos casta de bharr brúnna insteallta níos airde. Is féidir le seomra fuar struchtúrach mór bás le haghaidh feidhmeanna feithicleach rith go $500,000 nó níos mó .
Costas in aghaidh na Coda agus Méid Mheá ar Mheá
Toisc go bhfuil costais sheasta arda (uirlisiú, socrú) agus costais athraitheacha réasúnta íseal in aghaidh na coda (miotal, am meaisín, saothair) ag an réitigh bás, tá an dá mhodh is eacnamaí ag méideanna ard. Athraíonn an pointe meá ar mheá - nuair a bhíonn dísréitigh níos saoire ná roghanna eile ar nós gaineamh-theilgthe, réitigh infheistíochta, nó meaisínithe as billet - de réir coda castachta, ach de ghnáth sroichtear é áit éigin eatarthu. 10,000 agus 50,000 páirteanna le haghaidh since seomra te agus 20,000 agus 100,000 páirteanna le haghaidh alúmanam seomra fuar, ag brath ar mhéid na coda agus ar chastacht gné.
Difreálaí eile is ea costas ábhair. Cosnaíonn cóimhiotal since (Zamak 3) go garbh $2.00 – $2.50 an kg ag gnáthphraghas conartha tionscail. Ritheann cóimhiotal alúmanaim A380 níos gaire do $2.50 – $3.50 an kg , ach ciallaíonn dlús níos ísle alúmanaim (2.7 g/cm³ vs 6.6 g/cm³ since) go n-úsáideann teilgin alúmanaim i bhfad níos lú miotail de réir meáchain le haghaidh cuid áirithe toirte, rud a fhritháireamh go páirteach sa difríocht praghais.
Éagsúlachtaí atá ag Teacht Chun Cinn ar an dá Mhodh Réitigh Dísle Croí
Cé go bhfanann seomra te agus seomra fuar mar an dá mhodh dísleilgthe bunúsaí, tá roinnt malairtí próisis forbartha chun dul i ngleic le teorainneacha sonracha gach ceann acu.
Réitigh Die Fholúis
I bhfeidhm ar an dá mhodh ach go háirithe tábhachtach d'alúmanam seomra fuar, aslonnaítear bás-réitigh i bhfolús an cuas bás agus muinchille lámhaigh roimh instealladh, ag laghdú porosity gáis go leibhéil a cheadaíonn cóireáil teasa T5 agus T6. Déanann sé seo teilgin struchtúracha alúmanaim táthaithe agus oiriúnach d'fheidhmchláir atá ríthábhachtach don tsábháilteacht ar nós struchtúir tuairteála feithicleach agus comhpháirteanna fionraíochta. Cuireann meaisíní fuarchúnamh folúis costas agus castacht leis ach féadann siad rátaí fuíll a laghdú faoi 30 go 50% in iarratais atá íogair ó thaobh porosity.
Réitigh Dísle Semi-Soladach (Thixocasting and Rheocasting)
Próisis teilgin miotail leathsoladach --thixocasting agus réalt-theilgthe - instealladh miotail i staid leath-soladach cosúil le sciodair seachas a bheith go hiomlán leáite. Laghdaíonn sé seo an porosity go mór toisc nach n-iompraíonn an miotail gás tuaslagtha ar an mbealach céanna le miotail lánleachtach, agus go n-iompraíonn an patrún líonta neamh-shuaite i bhfad níos lú aeir. Tógtar próisis leath-soladach timpeall ar ardáin meaisíní fuarsheomra ach úsáideann siad próifílí lámhaigh modhnaithe agus ullmhúchán billet speisialaithe. Is é an toradh ná teilgin le hairíonna meicniúla ag druidim le codanna brionnaithe. Baineann páirteanna alúmanam rheocast A356 amach láidreachtaí teanntachta thuas 310 MPa le fadú de 10% nó níos mó — i bhfad níos fearr ná na gnáth-theilgin A380 seomra fuar.
Squeeze Réitigh
Comhcheanglaíonn brú-réitigh — a aicmítear uaireanta mar an tríú catagóir dísle-réitigh — prionsabail dísleáite agus brionnú. Déantar miotail a dhoirteadh isteach i ndísle oscailte, ansin cuireann punch brú de 50 go 150 MPa mar solidifies an miotail, deireadh a chur le crapadh porosity go hiomlán. Úsáideann an próiseas ardáin meaisín seomra fuar agus táirgeann sé páirteanna a bhfuil porosity gar-nialas agus airíonna meicniúla den scoth acu, ach tá sé níos moille agus níos costasaí ná an gnáth-theilgthe seomra fuar. Úsáidtear é le haghaidh comhpháirteanna aeraspáis, calipers coscáin feithicleach, agus iarratais ard-strus eile.
Conas an Modh Réitigh Die Ceart a Roghnaigh Do Chuid
Tosaíonn roghnú an phróisis réitigh bás ceart leis an gcóimhiotal, toisc go bhfuil an cóimhiotal neamh-shoshannta sa chuid is mó de na dearaí. Má theastaíonn alúmanam de réir na riachtanas innealtóireachta — maidir le meáchan, neart, nó feidhmíocht theirmeach - is é seomra fuar an t-aon rogha phraiticiúil maidir le dísleilgthe. Má tá since inghlactha nó roghnaithe mar gheall ar a chruinneas, a chumas ballaí tanaí, agus comhoiriúnacht plating, is é an seomra te an bealach níos tapúla agus ar chostas níos ísle.
Tar éis roghnú cóimhiotail, cuidíonn na ceisteanna seo a leanas leis an gcinneadh a chaolú:
- Cad é an toirt bhliantúil? Ní mór don dá mhodh toirte a bheith eacnamaíoch, ach tá níos mó toirte ag teastáil ó alúmanam fuarsheomra chun costais uirlisí níos airde a fhritháireamh.
- Cad é meáchan na coda agus meáchan réamh-mheasta na lámhaigh? Tá codanna os cionn 2 kg i since neamhghnách; d'fhéadfadh go mbeadh meaisíní fuara an-mhóra de dhíth ar chodanna os cionn 5 kg in alúmanam.
- An bhfuil gnéithe atá íogair ó thaobh póiriúlachta i láthair? Teastaíonn próiseáil cúrsála nó próiseáil leathsoladach le pasáistí hiodrálacha brú-daingean nó nóid struchtúracha a bheidh táthaithe.
- Cén bailchríoch dromchla atá ag teastáil? Glacann teilgin seomra te since leictreaphlátála díreach; Is gnách go mbíonn teilgin seomra fuar alúmanaim brataithe le púdar, anodized, nó fágtha lom.
- Cad é an timpeallacht oibriúcháin? Déanann teochtaí ardaithe os cionn 150 ° C cóimhiotail since a dhícháiliú mar gheall ar chaillteanas neart; Feidhmíonn alúmanam go maith go 200-250 ° C ag brath ar chóimhiotal.
Is é an bealach is iontaofa chun teacht ar an bpróiseas ceart le d’iarratas a bheith ag obair trí na ceisteanna seo le teilgcheárta dísleáite le linn na céime dearaidh — sula ndéantar an uirlisiú. Is féidir le hathbhreithniú Dearaidh le haghaidh Déantúsaíochta (DFM) ag innealtóir bás-réitigh a bhfuil taithí aige uillinneacha dréachta, trasdulta tiús bhalla, agus suíomhanna líne deighilte a bhfuil tionchar acu ar an gcineál meaisín agus an modh insteallta a sheachadfaidh an ráta fuíoll is ísle agus an saol bás is faide do chéimseata do chuid shonrach a aithint.