An Freagra Gearr: Mar a Oibríonn Réitigh Dísle
Die réitigh is próiseas foirmithe miotail é ina ndéantar miotal leáite a instealladh faoi ardbhrú isteach i múnla cruach cruaite — ar a dtugtar dísle — agus a choinnítear ann go dtí go soladaíonn an miotal isteach i gcruth cruinn na cuas. Nuair a bhíonn an dísle soladach, osclaíonn sé, cuireann bioráin ejector an chuid amach, agus tosaíonn an timthriall arís. Is féidir le dísle amháin an seicheamh seo a athdhéanamh na céadta mílte uair sula n-imíonn sé.
Úsáidtear an próiseas go príomha le cóimhiotail neamhfheiriúla: alúmanam, since, maignéisiam, agus miotail copar-bhunaithe. De ghnáth bíonn brúnna insteallta ó 1,500 psi go breis agus 25,000 psi , is é sin an rud a ligeann do réitigh bás páirteanna a tháirgeadh le ballaí tanaí, lamháltais daingean (go minic ± 0.002 orlach), agus bailchríocha dromchla réidh mar-theilgthe gan meaisínithe fairsing ina dhiaidh sin.
Más gá duit na mílte páirteanna miotail chomhionanna - lúibíní feithicleach, Cásálacha leictreonaic, feistis pluiméireachta, comhpháirteanna fearais - is é bás-réitigh an modh déantúsaíochta is cost-éifeachtaí beagnach i gcónaí nuair a bheidh an costas uirlisí tosaigh glactha agat.
An Próiseas Réitigh Die Céim ar Chéim
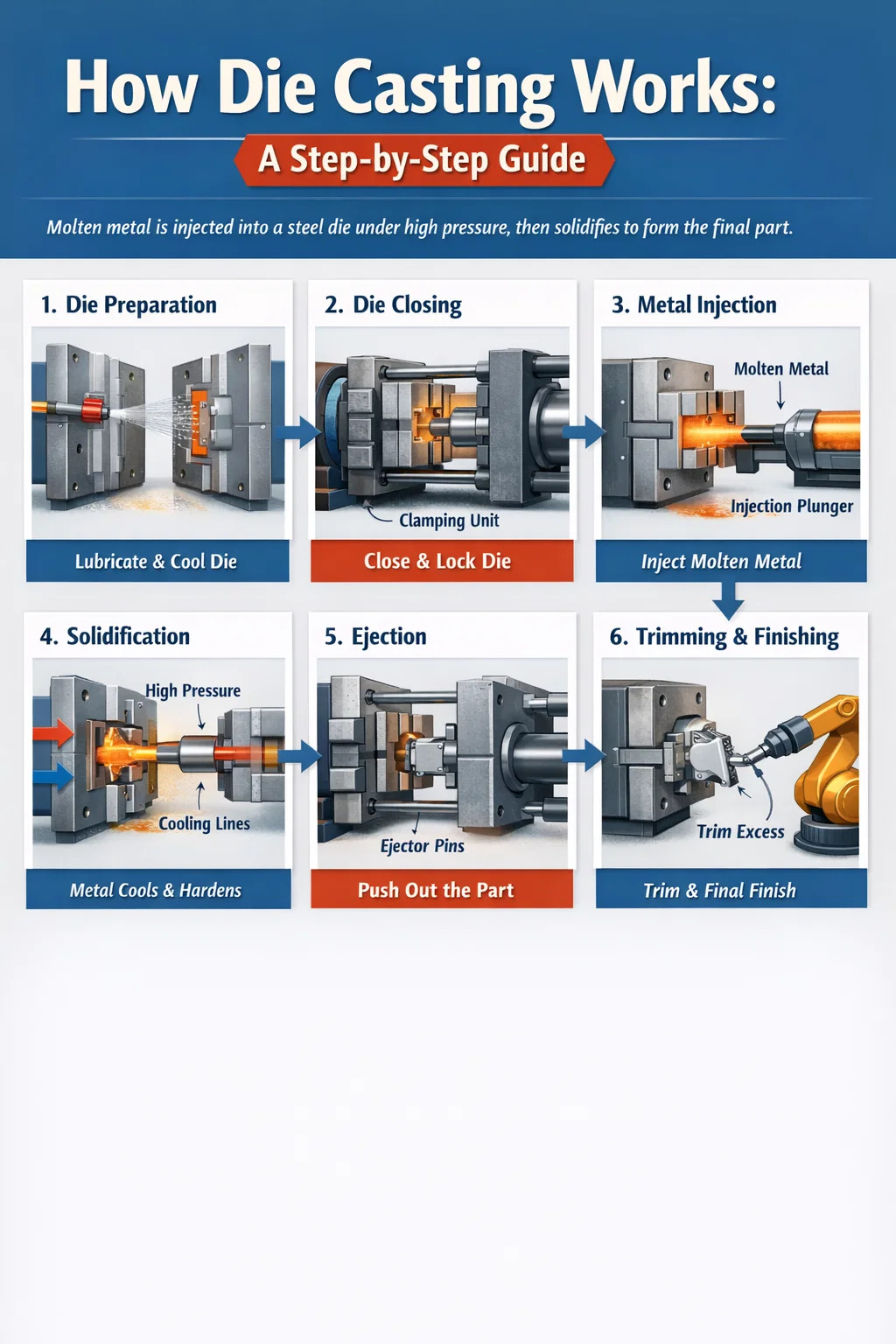
Ní mór siúl trí gach céim den timthriall táirgthe chun tuiscint a fháil ar an gcaoi a ndéantar dísleilgthe. Cé go dtugann meaisíní agus cóimhiotail éagsúla isteach éagsúlachtaí, tá an t-ord bunúsach comhsheasmhach ar fud an tionscail.
Céim 1 - Die Ullmhú agus Bealadh
Roimh gach lámhaigh, déantar na leatha dísle a spraeáil le bealaidh nó gníomhaire scaoilte. Tá dhá chuspóir aige seo: cuidíonn sé leis an réitigh solidified a dhíbirt go glan gan greamú, agus fuaraíonn sé an dromchla bás beagán chun próifíl theirmeach comhsheasmhach a choinneáil. Is iad bealaí bás uisce-bhunaithe an rogha is coitianta i siopaí nua-aimseartha toisc go laghdaíonn siad deataigh agus go gcomhlíonann siad rialacháin chomhshaoil. De ghnáth glacann an timthriall spraeála idir dhá agus cúig soicind agus déantar é a uathoibriú ar línte ardtoirte.
Céim 2 - Dúnadh Die agus Clampáil
Clampann an meaisín dísle-réitigh an dá leath dísle mar aon le fórsa ollmhór. Déantar an fórsa clampála seo a thomhas ina tonna agus ní mór dó a bheith níos mó ná an fórsa a fheidhmeoidh an miotail leáite brúite ar na aghaidheanna dísle le linn insteallta. Coinníonn meaisín rátáilte ag 500 tonna an dísle dúnta le 500 tonna d’fhórsa clampála. Tá raon meaisíní ó níos lú ná 100 tonna le haghaidh codanna beaga since suas le 4,000 tonna nó níos mó le haghaidh comhpháirteanna struchtúracha móra alúmanaim. Mura leor an fórsa clampála, is féidir le miotail leáite splancadh amach idir na leatha dísle, ag cruthú eití tanaí ar an gcuid agus ag déanamh damáiste don uirlisiú.
Céim 3 - Instealladh Miotail
Is é seo an chéim shainithe. Déantar miotail leáite a bhrú isteach sa chuas dísle trí chóras cainéal - sprue, reathaí, agus geataí - a shreabhann go díreach isteach sa chéimseata. I meaisíní seomra fuar, déantar urchar tomhaiste miotail a luchtú nó a dhoirteadh go huathoibríoch isteach i muinchille lámhaigh, agus tiomáineann plunger hiodrálach ar aghaidh é. I meaisíní seomra te, tá an meicníocht insteallta báite sa dabhach miotail leáite agus tarraingíonn sé muirear beacht go díreach. Is féidir luas insteallta a choigeartú i gcéimeanna: líonann an chéad chéim mall an córas rádala, agus líonann an dara céim tapa cuas na coda chun soladú roimh am a chosc. Is minic a bhíonn na hamanna líonta don chuas féin idir 10 agus 100 milleasoicind.
Céim 4 - Diansaothrú agus Soladach
Díreach tar éis an chuas a líonadh, cuireann an meaisín brú dianaithe i bhfeidhm - borrtha tánaisteach brú níos airde - chun níos mó miotail a phacáil isteach agus an crapadh a chúiteamh de réir mar a dhaingníonn an réitigh. Coinnítear an brú seo ar feadh tréimhse fanachta, go hiondúil idir soicind agus tríocha ag brath ar thiús an bhalla agus an chóimhiotail. Feidhmíonn an dísle féin mar doirteal teasa; iompraíonn a bhealaí fuaraithe inmheánacha uisce nó ola theirmeach chun teas a bhaint go tapa agus go comhsheasmhach. Ceadaíonn fuarú níos tapúla amanna timthriall níos giorra agus microstructure níos míne sa chuid críochnaithe.
Céim 5 - Oscailt Die agus Díshealbhú Páirt
Nuair a bheidh an miotail soladach go leor, tarraingíonn an t-aonad clampála siar agus scarann an dísle. Fanann an réitigh ar leath amháin (an leath ejector) toisc go ndeartar dréachtuillinneacha agus céimseata ar an mbealach sin. Bioráin ejector - slata cruach chruaite curtha isteach sa dísle - cuir an chuid chun cinn agus brúigh saor. Fágann na bioráin marcanna finné ciorclach beaga ar dhromchlaí neamhchriticiúil an réitigh. Bainfidh robot nó oibreoir daonna an chuid, agus atosaíonn an timthriall.
Céim 6 - scamhadh agus Críochnú
Tagann an réitigh amh amach ceangailte leis an gcóras rádala agus geata, agus is minic a bhíonn splanc tanaí ar feadh línte scaradh. Scarann dísle Baile Átha Troim i bpreas hiodrálach na reathaithe agus an iomarca splanc in aon stróc amháin. Braitheann críochnú breise ar an iarratas: pléascadh lámhaigh le haghaidh dromchlaí cosmaideacha, meaisínithe CNC le haghaidh poill snáithithe nó tolladh beachta, cóireáil teasa do chóimhiotail struchtúracha alúmanaim, agus bratuithe dromchla cosúil le anodizing, sciath púdar, nó plating chrome.
Seomra Te vs Seomra Fuar Réitigh Die
Oireann an dá phríomhchineál meaisín do raon difriúil cóimhiotail. Má roghnaítear an cineál mícheart d'ábhar ar leith, scriosfar an meaisín nó cruthófar páirteanna ar dhroch-chaighdeán.
| Gné | Seomra te | Seomra Fuar |
|---|---|---|
| Suíomh an chórais insteallta | Báite i miotal leáite | Ar leithligh ón bhfoirnéis |
| Cóimhiotail comhoiriúnach | Sinc, maignéisiam, luaidhe, stán | Alúmanam, práis, maignéisiam (teocht ard) |
| Luas rothaíochta | Níos tapúla (suas le 18 seat/nóiméad le haghaidh since) | Níos moille (cuireann lásáil am leis) |
| brú uasta insteallta | ~2,500 psi | Suas le 25,000 psi |
| Raon méide páirteanna | Beag go meánach | Beag go dtí an-mhór |
| Claonadh porosity | Íochtarach | Measartha (arna bhainistiú ag rialú próisis) |
Ní féidir meaisíní seomra te a úsáid le alúmanam mar go dtuaslagann alúmanam iarann ag gnáth-theocht réitigh, ag ionsaí go tapa ar an ngeoisín cruach agus ar plunger an chórais insteallta báite. Is iad meaisíní seomra fuar an rogha cheart le haghaidh dísleáite alúmanaim — leátar an miotail i bhfoirnéis shealbhaíochta ar leith agus ní théann sé isteach sa muinchille lámhaigh ach díreach roimh an instealladh, rud a chuireann teorainn leis an am nochta.
Ábhair a Úsáidtear i Réitigh Die
Tiomáineann an rogha cóimhiotail beagnach gach cinneadh eile sa phróiseas - cineál meaisín, ábhar dísle, am timthriall, agus airíonna na coda deiridh. Is iad seo na ceithre theaghlach is coitianta a fheictear in oibríochtaí dísleáite tráchtála.
Cóimhiotail Alúmanam
Alúmanam cuntais ar feadh thart 80% den táirgeadh bás-réitigh de réir meáchain i Meiriceá Thuaidh. Is iad na cóimhiotail is mó a úsáidtear ná A380, A383, agus A360. Tairgeann A380 cothromaíocht den scoth maidir le castability, neart (neart teanntachta deiridh thart ar 47,000 psi), agus friotaíocht creimeadh, rud a fhágann gurb é an rogha réamhshocraithe é do chásálacha feithicleach agus leictreonaice tomhaltóra. Tá dlús íseal alúmanaim - thart ar aon trian de chruach - ina phríomhchúis leis an éileamh mar go bhfuil uathoibritheoirí ag lorg comhpháirteanna éadroma chun spriocanna barainneacht breosla agus raon EV a bhaint amach. Is é an downside teocht réitigh níos airde (thart ar 1,200 ° F / 650 ° C), a ghiorrú saol bás i gcomparáid le since.
Cóimhiotail Sinc
Déantar cóimhiotail since (Zamak 3, Zamak 5, ZA-8) a chaitheamh ag teochtaí i bhfad níos ísle (timpeall 780 ° F / 415 ° C), rud a thugann saol drámatúil níos faide don uirlis - go minic níos mó ná milliún seat i gcoinne 100,000-400,000 le haghaidh bás alúmanaim. Is féidir páirteanna since a chaitheamh le ballaí an-tanaí (síos go 0.4 mm) agus sonraí dromchla an-mhín, agus is é sin an fáth go n-úsáidtear iad le haghaidh crua-earraí maisiúla, comhlachtaí glais, agus comhpháirteanna meicniúla beaga cruinneas. Tá since níos dlúithe ná alúmanam ach is minic a fhágann a chostais phróiseála níos ísle agus saolré uirlisí níos faide go bhfuil sé níos eacnamaí do chodanna beaga ard-toirte.
Cóimhiotail Maignéisiam
Is é maignéisiam an miotal struchtúrach is éadroime a chaitear bás go coitianta, thart ar 33% níos éadroime ná alúmanam de réir toirte. Úsáidtear cóimhiotail cosúil le AZ91D agus AM60B i struchtúir taobh istigh feithicleach, chassis ríomhaire glúine, agus comhlachtaí uirlisí cumhachta áit a bhfuil meáchan mar phríomhthiománaí. Is féidir maignéisiam a phróiseáil i gceachtar meaisíní seomra te nó fuar ag brath ar an gcóimhiotal sonrach agus ar an bpáirtmhéid a theastaíonn. Ábhar tábhachtach amháin a bhaineann le táirgeadh: tá maignéisiam inadhainte i bhfoirm atá roinnte go mín, agus mar sin tá gá le láimhseáil chúramach agus le córais tiomnaithe um chosc dóiteáin sa tsaoráid scrap agus sceallóga.
Cóimhiotail Chopar-Bhunaithe (Prás agus Cré-umha)
Éilíonn cóimhiotail chopair na teochtaí réitigh is airde - go minic níos mó ná 1,650 ° F (900 ° C) - a ghiorrú go suntasach an saol bás agus a mhéadaíonn costais fuinnimh. Mar sin féin, cuireann teilgin bás práis agus cré-umha friotaíocht creimeadh den scoth, seoltacht leictreach maith, agus cuma préimhe a fhágann go bhfuil siad luachmhar i bhfeistis pluiméireachta, nascóirí leictreacha, agus crua-earraí ailtireachta. Is ionann bás-réitigh cóimhiotal copair agus sciar beag ach leanúnach den táirgeadh iomlán toisc nach bhfuil aon ábhar eile ag teacht leis an meascán d'airíonna ag costas inchomparáide le haghaidh páirteanna meánmhéide.
Dearadh Die agus Uirlisiú
Is é an dísle an ghné is déine ó thaobh caipitil den phróiseas bás-réitigh, agus cinneann a dhearadh go díreach cáilíocht pháirteach, am timthriall, agus eacnamaíocht táirgthe. Cruthóidh dísle atá deartha go dona fadhbanna nach féidir leis an méid meaisín a choigeartú go hiomlán.
Ábhair Die
Déantar uirlisiú dísleáite beagnach go huilíoch as cruach uirlisí te-oibre H13, cruaite go timpeall 44-48 HRC. Roghnaíodh H13 toisc go gcuireann sé in aghaidh tuirse teirmeach — an téamh agus an múchadh arís agus arís eile a scoilteodh cruach níos lú laistigh de na mílte timthriallta. Is féidir le gráid préimhe de H13 le rialuithe ceimiceacha níos déine agus próiseáil leáchán stua bhfolús (VAR) an saol bás a leathnú go suntasach. Le haghaidh táirgeadh alúmanam ard-toirte, úsáideann roinnt oibríochtaí steels modhnaithe mar DIN 1.2367 nó gráid dílseánaigh arna bhforbairt ag soláthróirí uirlisí.
Gating agus Dearadh Córas Runner
Nuair a théann miotail isteach sa chuas — suíomh an gheata — rialaítear patrún líonta, gabháil aeir agus crapadh. Tá bogearraí insamhalta (Magmasoft, ProCAST, Flow-3D) anois mar chleachtas caighdeánach maidir le dearadh bás, rud a ligeann d’innealtóirí sreabhadh miotail a shamhaltú, stopáin fuar a thuar, a aithint cén áit ar dócha go gcruthóidh porosity, agus socrúchán maith geata agus thar maoil a bharrfheabhsú roimh ghearradh píosa amháin cruach. Go hiondúil sábhálann infheistíocht in ionsamhlúchán roimh dhéantúsaíocht uirlisí i bhfad níos mó ná a chostas trí fhadhbanna a aimsiú a mbeadh modhnuithe costasacha dísle de dhíth orthu murach sin.
Dréacht-Uillinneacha agus Línte Scaradh
Ní mór dréachtuillinn a bheith ag gach balla ingearach i dísleilgthe — le barrchaolú beag — chun ligean don chuid scaoileadh ón dísle gan tarraing nó greamú. Is iad na dréachtuillinneacha tipiciúla ná 1° go 3° do dhromchlaí seachtracha agus 2° go 5° do chroíleacáin inmheánacha. Go teoiriciúil is féidir ballaí náid-dréachta le bratuithe speisialta nó cleasanna céimseata ach cuireann siad costas agus riosca leis. Is é an líne scaradh an áit a mbuaileann an dá leath dísle le chéile; Íoslaghdaítear an splanc dá lonnú i gceart, simplítear tógáil uirlisí, agus déanann sé níos éasca dromchlaí cosmaideacha a rialú.
Dearadh Córas Fuarú
Iompraíonn bealaí fuaraithe inmheánacha atá leamh tríd an cruach dísle uisce faoi rialú teochta. Cinneann a socrúchán i gcoibhneas le codanna tiubh den pháirt, ina bhfuil an teas comhchruinnithe, cé chomh cothrom agus a dhaingníonn an réitigh agus cé chomh tapa agus is féidir leis an timthriall rith. Déantar fuarú comhréireach - bealaí a leanann comhrianta na cuas dísle seachas a bheith druileáilte go díreach - a dhéanamh níos mó trí ionsáigh déantúsaíochta breiseáin, rud a ligeann d'eastóscadh teasa níos ionsaithí i gcriosanna ríthábhachtacha agus laghduithe ama timthriallta 15-25% i roinnt feidhmchlár.
Príomhpharaiméadair Próisis agus Conas a Rialaítear iad
Ní oibríocht socraithe agus dearmad é bás-réitigh. Teastaíonn monatóireacht ghníomhach agus rialú ar raon athróg idirspleách le próiseas cobhsaí ardcháilíochta.
- Teocht miotail: Méadaíonn ró-the porosity crapadh agus creimeadh bás; ró-fhionnuar is cúis le misruns agus stoptar fuar. Déantar alúmanam a dhoirteadh de ghnáth ag 1,250°F–1,350°F (677°C–732°C) ag brath ar chéimseata na coda agus ar thiús an bhalla.
- Treoluas insteallta: Líonann treoluas na chéad chéime (mall) an rádala; líonann treoluas dara céim (tapa) an chuas. Is gnách go ndírítear treoluas geata — an luas ag a dtéann miotail tríd an ngeata isteach sa chuid — idir 100 agus 180 tr/s d’alúmanam.
- Brú dianúcháin: Feidhmeach díreach tar éis líonadh cuas, pacálann an brú seo an miotail solidifying chun folús crapadh a laghdú. Is iad 8,000–15,000 psi brúnna tipiciúla d’alúmanam.
- Teocht bás: Caithfidh an dísle cothromaíocht theirmeach a bhaint amach agus a chothabháil — go hiondúil 300°F–500°F (150°C–260°C) d’alúmanam — sula rithfear páirteanna táirgthe. Déanann bás fuar lochtanna dromchla; leathnaíonn bás róthéite am timthriall agus luasghéaraíonn sé tuirse teirmeach.
- Cúnamh folúis: Úsáideann roinnt socruithe dísleáite línte folúis atá nasctha leis an gcuas dísle chun aer a aslonnú roimh instealladh. Má bhaintear an t-aer, laghdaítear porosacht an gháis agus ceadaíonn sé luasanna insteallta níos airde gan gás a ghabháil sa pháirt — atá thar a bheith luachmhar do chomhpháirteanna struchtúracha a bheidh teaschóireáilte nó táthaithe.
Taifeadann meaisíní díslí nua-aimseartha sonraí próisis gach lámhaigh - suíomh plunger, treoluas, cuair brú - i bhfíor-am. Brataíonn cairteacha rialaithe próisis staitistiúla nuair a shreabhann paraiméadair lasmuigh de theorainneacha socraithe, rud a ligeann d'innealtóirí próisis saincheisteanna a cheartú sula dtógtar rátaí fuílligh.
Lochtanna Coitianta sa Réitigh Dísle agus a gCásanna
Tá tuiscint ar mheicníochtaí fabhtanna lárnach i bhfabhtcheartú an phróisis. Rianaíonn formhór na lochtanna siar go dtí sraith réasúnta beag de bhunchúiseanna.
porosity
An locht réitigh bás is forleithne. Tá dhá chineál ann: porosacht gáis, de bharr aer nó hidrigin tuaslagtha atá gafa le linn an líonta, agus porosity crapadh, de bharr nach bhfuil dóthain miotail ann chun codanna conarthacha a bheathú agus iad ag soladú. Is gnách go dtaispeántar póiriúlacht an gháis mar fholamh cruinn in aice leis an dromchla nó ag na limistéir dheireanacha le líonadh. Is cosúil go bhfuil porosacht crapadh mar fholús neamhrialta garbh i dtrasghearrthacha tiubh. I measc na leigheasanna tá cúnamh bhfolús, dearadh geata optamaithe, brú coigeartaithe diansaothraithe, agus laghdú tiús balla trí athdhearadh páirteach.
Shuts Fuar agus Misruns
Feictear stopáil fhuar mar líne infheicthe ar an dromchla réitigh áit ar bhuail dhá aghaidh sreafa mhiotail le chéile ach nár chomhlíon siad i gceart toisc go raibh an iomarca fuaraithe acu sular tháinig siad isteach. Is líonadh neamhiomlán é misrun — cuid den chuas nach bhfuair a dhóthain miotail sular dhaingnigh sé. Tá an dá chúis le teocht miotail neamhleor, luas insteallta ró-íseal, toirt miotail neamhleor, nó fuarú bás iomarcach. Is gnách go réitíonn méadú ar theocht miotail, treoluas insteallta, nó meáchan lámhaigh na lochtanna sin.
Sádráil agus Creimeadh Die
Tarlaíonn sádráil nuair a chloíonn cóimhiotal alúmanaim leis an cruach dísle, ag tarraingt ábhar as an dromchla páirteach ar dhíshealbhú agus sa deireadh ag tógáil taiscí ar an dísle. Tá sé á thiomáint ag imoibriú ceimiceach idir alúmanam leáite agus iarann sa chruach dísle, luasghéaraithe ag teocht ard miotail agus treoluas ard geata ag cur isteach ar an dromchla bás céanna arís agus arís eile. Laghdaíonn bratuithe cosanta (nítriding, bratuithe PVD cosúil le TiAlN), rialú teochta bás, agus lubrication optamaithe minicíocht sádrála. Teastaíonn snasú dísle nó deisiú táthúcháin i gcásanna tromchúiseacha.
Flash
Is eití miotail tanaí é Flash a easbhrúdaíonn idir leatha dísle nó timpeall bioráin ejector. Eascraíonn sé as fórsa clampála neamhleor, dromchlaí líne deighilte caite nó millte, nó brú insteallta iomarcach. Baintear mionsplanc sa phreas Baile Átha Troim; Léiríonn splanc leanúnach fadhb meaisín, dísle nó próiseas paraiméadar ar gá a cheartú sula n-éiríonn sé in olcas.
Athruithe agus Ard-Mhodhanna Réitigh Dísle
Taobh amuigh den ghnáth-theilgin dísle ardbhrú, tugann go leor leaganacha éagsúla próiseas aghaidh ar shainriachtanais pháirte nó ar spriocanna cáilíochta nach féidir le réitigh chaighdeánacha a chomhlíonadh.
Réitigh Die Fholúis
Aslonnaítear aer ón gcuas dísle le dísleilgthe i bhfolús díreach roimh an instealladh trí chomhlaí folúis tiomnaithe. Laghdaítear brú aeir iarmharach sa chuas go dtí faoi bhun 50 mbar i ardchórais. Is é an toradh ná paireachas gáis i bhfad níos ísle, rud a fhágann gur féidir teilgin a chóireáil le teas (T5 nó T6) agus táthaithe - cumais nach féidir le bás-réitigh a bhaint amach go hiontaofa. Déantar páirteanna feithicleacha struchtúracha ar nós túir turrainge, piléir B, agus imfháluithe ceallraí ar an mbealach seo níos mó.
Réitigh Dísle Semi-Soladach (Thixocasting and Rheocasting)
I bpróiseáil leath-soladach, déantar an miotal a instealladh ag teocht idir a leacht agus a sholad — i staid sciodair atá soladaithe go páirteach. Toisc go bhfuil an miotail níos slaodach agus go líonann sé an dísle ar bhealach níos lú suaite, níos laminach, laghdaítear an ionghabháil gáis go suntasach. Is féidir le codanna a tháirgtear trí réachraoladh nó thixocasting dul i ngleic le leibhéil phaireachais na gcodanna brionnaithe i roinnt geoiméadracht. Tá an próiseas níos casta agus níos costasaí le feidhmiú ná mar a dhéantar dísleilgthe traidisiúnta, agus mar sin tá sé forchoimeádta do chomhpháirteanna ardluacha in aeraspáis, i spórt mótair agus in ardfheidhmchláir ngluaisteán.
Squeeze Réitigh
Úsáideann brú-réitigh treoluasanna insteallta i bhfad níos ísle ach cuirtear brú an-ard (go minic 10,000–30,000 psi) i bhfeidhm agus coinnítear é le linn an tsoilsithe. Sochtann an brú ard marthanach porosity agus déanann sé an micreastruchtúr a mhionchoigeartú, ag táirgeadh teilgin a bhfuil airíonna meicniúla ag druidim le hairíonna gaibhnithe. Is iarratas coitianta réitigh squeeze iad rothaí alúmanaim le haghaidh feithiclí ardfheidhmíochta. Tá amanna timthriall níos faide ná an bás-réitigh traidisiúnta, agus éilíonn an próiseas dearadh dísle níos cúramach le haghaidh dáileadh brú.
Mega-Réitigh (Gigacasting)
Forbairt le déanaí atá á thiomáint go príomha ag an tionscal feithiclí leictreacha, úsáideann mega-réitigh meaisíní de 6,000 tonna nó níos mó chun teilgin struchtúracha aonair alúmanaim a tháirgeadh a chuireann in ionad tionóil mórán páirteanna cruach stampáilte agus táthaithe. Rinne Tesla tóir ar an gcur chuige seo lena réitigh fochorp cúil, a chomhdhlúthaíonn thart ar 70 cuid aonair in aon lámhaigh amháin. Tá go leor uathoibritheoirí eile ag coimisiúnú nó ag oibriú cealla dísleilgthe comhchosúla dá samhail. Tá an cás eacnamaíoch ag brath ar chomhaireamh laghdaithe uirlisí, línte cóimeála níos simplí, agus costais cheangail níos ísle, cé go dteastaíonn infheistíocht an-mhór sa mheaisín roimh ré.
Die Réitigh vs Próisis Eile Réitigh Miotail
Ní hé an bás-réitigh an t-aon bhealach chun páirteanna miotail a chaitheamh, agus ní i gcónaí an ceann ceart é. Cabhraíonn tuiscint a fháil ar an áit a oireann sé i gcomparáid le roghanna eile chun an próiseas ceart a roghnú do thionscadal ar leith.
| Próiseas | Costas Uirlisí | Costas in aghaidh na coda (Toirt Ard) | Cruinneas Toiseach | Is Fearr Le haghaidh |
|---|---|---|---|---|
| Réitigh bás ardbhrú | Ard ($20K–$200K) | An-íseal | Ar fheabhas | Páirteanna neamhfheiriúla ard-toirte |
| Réitigh múnla buan | Measartha | Íseal | Maith | Toirt meánach, ballaí níos tiús |
| Réitigh infheistíochta | Measartha | Ard | An-ard | Céimseata casta, cóimhiotail neamhfheiriúla, aeraspáis |
| Réitigh gaineamh | Íseal | Measartha to high | bocht go cothrom | Íseal volume, large parts, iron/steel |
Is gnách go dtagann an cinneadh síos ar mhéid. Cosnaíonn uirlisiú bás-réitigh le haghaidh cuid alúmanaim idir $30,000 agus $150,000 ag brath ar chastacht. Tá ciall leis an infheistíocht sin ag 50,000 nó níos mó páirteanna in aghaidh na bliana ach is deacair údar a thabhairt do chúpla céad aonad. I gcás táirgeadh íseal-toirte, tá réitigh gaineamh nó réitigh infheistíochta níos eacnamaí cé go bhfuil costas in aghaidh na coda níos airde. Maidir le cóimhiotail neamhfheiriúla (cruach, iarann), ní úsáidtear dísréitigh de ghnáth ar chor ar bith - is iad réitigh infheistíochta, réitigh gaineamh nó brionnú na roghanna cuí.
Tionscail agus Feidhmeanna a bhfuil Ceannasaíocht ar Réitigh Dísle
Mar gheall ar an meascán de luas, cruinneas agus cumas cruth glan Die Casting tá sé mar an bpróiseas monaraíochta réamhshocraithe do raon leathan de chatagóirí táirgí thar tionscail iolracha.
- Feithicleach: Bloic innill (i roinnt cumraíochtaí), clúdaigh tarchuir, caidéal ola, cóimeálacha lúibíní, lámha dorais, scátháin, rothaí (teilgthe brú), agus comhpháirteanna struchtúracha comhlacht-i-bán atá ag éirí níos mó. Is é Automotive an margadh aonair is mó le haghaidh bás-réitigh, arb ionann é agus níos mó ná 50% de tháirgeadh Mheiriceá Thuaidh de réir luacha.
- Leictreonaic tomhaltóra: Tá fonnadh ríomhaire glúine agus táibléid, frámaí inmheánacha do fhóin chliste, comhlachtaí ceamara, agus struchtúir doirteal teasa ag baint leasa as meascán alúmanam de ghile, seoltacht theirmeach agus righneas struchtúrach.
- Trealamh tionsclaíoch: Déantar tithe giarbhosca, comhlachtaí caidéil, clúdaigh mhótair, agus comhlachtaí comhla a tháirgeadh i líon ard le tiús comhsheasmhach balla agus sláine brú-daingean.
- Bonneagar teileachumarsáide: Úsáideann imfháluithe stáisiúin bonn 5G agus comhpháirteanna bainistíochta teasa dísle-réitigh alúmanaim dá meascán de sciath EMI, feidhmíocht theirmeach, agus cobhsaíocht tríthoiseach.
- Pluiméireacht agus HVAC: Déanann na milliúin feisteas dísle-theilgthe práis agus alúmanam, comhlaí, agus bloic iomadúil a shuiteáil gach bliain i dtógáil cónaithe agus tráchtála.
- Uirlisí cumhachta agus fearais: Braitheann Cásálacha mótair, cásanna fearas, agus frámaí struchtúracha le haghaidh uirlisí cumhachta, trealamh faiche, agus fearais tí ar bás-réitigh le haghaidh lamháltais daingean agus bailchríoch maith dromchla ag rátaí arda táirgeachta.
Cad le bheith ag súil leis i dTéarmaí Lamháltais, Críochnú Dromchla, agus Am Luaidhe
Tá ionchais réalaíocha ag teastáil ó cheannaitheoirí agus innealtóirí a shonraíonn páirteanna dísle maidir leis an méid is féidir agus nach féidir leis an bpróiseas a sheachadadh gan oibríochtaí tánaisteacha.
Lamháltais Toiseacha
Baineann bás-réitigh amach lamháltais níos déine ná réitigh gaineamh nó réitigh mhúnla buan, ach ní próiseas meaisínithe cruinneas é. Tá lamháltais mar-theilgthe de ±0.003 go ±0.005 orlach in aghaidh an orlach tipiciúil le haghaidh alúmanam. Tá gá le meaisínithe CNC tar éis an réitigh chun gnéithe a éilíonn rialú níos déine - tollta imthacaí, suíomhanna poll snáithithe, dromchlaí cúplála. Foilsíonn Cumann Réitigh Die Mheiriceá Thuaidh (NADCA) caighdeáin lamháltais mhionsonraithe atá mar thagairt tionscail chun páirteanna bás-teilgthe a shonrú.
Críochnaigh Dromchla
Is gnách go mbíonn dromchlaí mar-theilgthe ar alúmanam dísle-theilgthe sa raon 63–125 micrimhéadair Ra (1.6–3.2 micriméadair Ra), atá réidh go leor chun críocha feidhme agus cosmaideacha gan críochnú a thuilleadh. Is féidir le teilgin dísle since dromchlaí mar-theilgthe níos míne a bhaint amach agus leictreaphlátála a ghlacadh go díreach, rud a fhágann gur fearr iad le haghaidh crua-earraí maisiúcháin a bheidh chrome-phlátáilte nó nicilphlátáilte.
Am Luaidhe Uirlisí agus Cuid Luaidhe Ama
Is gnách go mbíonn déantús uirlisithe le haghaidh dísle réitigh alúmanaim measartha casta 8 go 14 seachtaine ón dearadh a cheadú go dtí an chéad seat. Is féidir uirlisí simplí a chomhlánú níos tapúla; d'fhéadfadh bás mór, ilchuas nó casta a ghlacadh 16-20 seachtain. Nuair a bhíonn an uirlis cruthaithe agus á táirgeadh, braitheann amanna tionscanta do chodanna ar chainníochtaí rite agus sceidealú ach is gnách go mbíonn siad 3-6 seachtaine le haghaidh orduithe caighdeánacha. Is féidir le línte tiomnaithe ard-toirte páirteanna a sheoladh le fógra níos giorra a luaithe a bheidh an sceideal táirgthe bunaithe.