
Áit / Scéal / Tús an tionscail / Tionscadail Réitigh Alúmanam: Próisis, Cóimhiotail & Treoir Dearaidh
Treoir Réitigh Alúmanam
Cad iad Réitigh Alúmanam Tionscnaimh — Agus An Fáth a bhFuil Ceannas acu ar Dhéantúsaíocht Nua-Aimseartha
Cuimsíonn tionscadail réitigh alúmanaim gach rud ó dhoirteadh cúlchlós caitheamh aimsire beag go rití táirgeachta tionsclaíochta ard-toirte do na hearnálacha aeraspáis agus feithicleach. An freagra gairid: tá réitigh alúmanaim ar cheann de na modhanna miotalóireachta is ilúsáide, is costéifeachtaí agus is inscálaithe atá ar fáil inniu, agus tá an raon tionscadal inmharthana - ó dhealbhóireacht gairdín ornáideach go bloic inneall struchtúracha - fíor-ollmhór. Má tá tú ag measúnú an n-oireann cur chuige réitigh alúmanaim d'iarratas, is é an freagra beagnach i gcónaí tá, ar choinníoll go roghnaíonn tú an próiseas réitigh ceart do do chéimseata, do riachtanais lamháltais, agus do mhéid táirgeachta.
Suíonn dlús alúmanaim thart ar 2.7 g / cm³ , níos lú ná aon trian de chruach, ach sroicheann cóimhiotail alúmanaim nua-aimseartha láidreachtaí teanntachta os cionn 500 MPa. Is é an cóimheas neart-le-meáchain sin an rud a bhrúigh réitigh alúmanaim isteach i go leor earnálacha éilitheacha. Rinneadh luach thart ar an margadh réitigh alúmanam domhanda USD 67.5 billiún in 2023 agus tá sé tuartha go sáróidh sé USD 95 billiún faoi 2030, de réir sonraí arna bhfoilsiú ag Grand View Research - ráta fáis bliantúil cumaisc atá á thiomáint go príomha ag glacadh feithiclí leictreacha (EV) agus sainorduithe éadromaithe ar fud na dtionscal iompair.
Clúdaíonn an t-alt seo an tírdhreach iomlán: na príomhphróisis réitigh, na cóimhiotail alúmanaim is fearr le haghaidh cineálacha tionscadail ar leith, rialacha dearadh a chuireann cosc ar lochtanna, samplaí tionscadail fíor-domhan le sonraí táirgthe, teicnící críochnú, agus cuma macánta ar ionchais chostais agus am luaidhe. Cibé an déantóir atá ag pleanáil don chéad doirteadh gaineamh nó innealtóir táirgí a dhéanann meastóireacht ar uirlisí dísleáite, eagraítear an fhaisnéis thíos le bheith úsáideach láithreach.
Na Cúig Chroí-Phróiseas Réitigh Alúmanam - Taobh le Taobh Comparáide
Is é an próiseas ceart a roghnú an cinneadh aonair is iarmhartach in aon tionscadal réitigh alúmanaim. Tugann gach modh cothromaíocht dhifriúil de chostas uirlisí, bailchríoch dromchla, caoinfhulaingt tríthoiseach, tiús íosta balla, agus cainníocht ordú eacnamaíoch. Déanann an tábla thíos na malairtí praiticiúla a dhriogadh.
| Próiseas | Costas Uirlisí | Críochnú Dromchla (Ra) | Caoinfhulaingt (tipiciúil) | Raon Imleabhar is Fearr | Min. Tiús Balla |
|---|---|---|---|---|---|
| Réitigh Gaineamh | Íseal ($500 – $5,000) | 12–25 µm | ±0.5–1.5 mm | 1-5,000 ríomhaire | 3-5 mm |
| Mould Buan (Domhantarraingt Die) | Meánach ($5,000–$30,000) | 3–6 µm | ±0.25–0.5 mm | 1,000-50,000 ríomhaire | 2-3 mm |
| Réitigh Dísle Ardbhrú (HPDC) | Ard ($20,000–$200,000) | 1–2 µm | ±0.05–0.15 mm | 10,000-1,000,000 ríomhaire | 0.8–1.5 mm |
| Réitigh Infheistíochta (Céir Caillte) | Meán-Ard ($3,000–$50,000) | 1.5–3 µm | ±0.1–0.25 mm | 100-20,000 ríomhaire | 1-2 mm |
| Réitigh Foam Caillte | Íseal-Meánach ($1,000–$15,000) | 5–10 µm | ±0.3–0.8 mm | 500-30,000 ríomhaire | 2-4 mm |
Réitigh Gaineamh: An Pointe Iontrála do Thionscadail Alúmanam Chustaim
Tá réitigh gaineamh fós ar an modh réitigh alúmanam is inrochtana d'obair saincheaptha, íseal-toirte nó fréamhshamhlacha. Tá gaineamh glas (meascán de ghaineamh shilice, cré bentonite, agus taise) pacáilte thart ar phatrún adhmaid nó Úireatán, baintear an patrún, agus déantar alúmanam leáite - de ghnáth ag 660-720 ° C - a dhoirteadh isteach sa chuas. Tá amanna timthriall mall i gcomparáid le bás-réitigh, ach go bunúsach níl aon teorainn mhéid uachtarach. Doirteann gléasra Réitigh GM in Defiance, Ohio, bloic innill alúmanaim gaineamh-theilgthe de mheáchan os cionn 40 kg an ceann ag baint úsáide as línte múnlaithe plátaí imeartha uathoibrithe - rud a léiríonn go bhfuil scálaí réitigh gaineamh níos faide ná úsáid caitheamh aimsire nuair a bhíonn siad á n-uirlisiú i gceart.
I gcás tionscadal teilgcheárta cúlchlós, ní féidir gaineamh glas a mheascadh agus a athúsáid. Is féidir le socrú bunúsach fleascán dhá chuid torthaí den scoth a tháirgeadh le cóimhiotail cosúil le A356 nó 319. Is é an t-athróg ríthábhachtach an cion taise: táirgeann ró-fhliuch porosity gaile; collapses ró-tirim. Is é an sprioc garbh Taise 2-4% de réir meáchain , a sheiceáil go héasca le tástáil pinch.
Ard-Brú Die Réitigh: Toirt, Beachtas, agus Ballaí Thin
Instealladh HPDC alúmanam leáite isteach i dísle cruach cruaite ag brúnna de 10–175 MPa , ag líonadh an chuas i milleasoicindí. Tá an próiseas thar a bheith tapa - tá amanna timthrialla 30-120 soicind coitianta do chodanna meán-castachta - agus táirgeann sé páirteanna gar-ghlanchruth le tiús balla chomh híseal le 0.8 mm i ndearaí optamaithe. Is í earnáil na ngluaisteán an príomhúsáideoir. De réir an Chomhlachais Alúmanam, tuairim is 75% de na teilgin alúmanam feithicleach go léir a tháirgtear trí HPDC, lena n-áirítear cásanna chromáin inneall, Cásálacha tarchurtha, agus comhpháirteanna struchtúracha móra a tháirgeann meaisíní mega-theilgthe (presses giga) le fórsaí clampála suas le 9,000 tonna, teicneolaíocht atá ar bun ag Tesla agus atá glactha anois ag Toyota, Volvo, agus eile.
Is é príomh-mhalairt HPDC ná porosity: cruthaítear folúntas micreascópacha trí iontráil aeir le linn líonadh tapa a fhéadfaidh sláine struchtúrach a chur i mbaol agus cóireáil teasa a chosc. Laghdaíonn bás-réitigh le cúnamh bhfolús (VADC) é seo go suntasach, rud a chuireann ar chumas cóireála teasa T6 agus neart teanntachta a bhrú os cionn 300 MPa fiú le cóimhiotail sileacain tánaisteacha.
Cóimhiotail Réitigh Alúmanam — Ábhar a Mheaitseáil le Riachtanais an Tionscadail
Ní dhéanann gach cóimhiotail alúmanaim a dhoirteadh nó a chomhlíonadh ar an mbealach céanna. Tá cóimhiotal alúmanaim réitigh ainmnithe ag córas ceithre dhigit (m.sh., A380, A356, 319) a léiríonn a n-eilimintí cóimhiotalaithe príomhúla agus a gcomhdhéanamh. Bíonn tionchar ag rogha an chóimhiotail ar shreabhacht, ar fhriotaíocht te-chuimilte, ar neart meicniúil, ar fhriotaíocht creimeadh, agus ar mheaisínitheacht - agus athraíonn gach ceann acu go mór idir teaghlaigh cóimhiotail.
A380
A380 – An Capall Oibre Uile-Chuspóra HPDC
A380 (Al-Si8.5Cu3.5) cuntas ar feadh níos mó 85% de na teilgin dísle alúmanaim go léir i Meiriceá Thuaidh, de réir an Chomhlachais Alúmanam. Tugann a ardchion sileacain (7.5-9.5%) sreabhach den scoth agus crapadh íosta, agus brúnn breisithe copair neart teanntachta go 317 MPa mar-theilgthe. Níl sé oiriúnach le haghaidh anodizing (is cúis le staining ábhar copair), ach glacann sé cóta púdar agus péint go heisceachtúil. Úsáidtear é le haghaidh imfháluithe leictreonaic, lúibíní feithicleach, clúdaigh uirlisí cumhachta, agus iomadúil aeroibrithe.
A356
A356 – An Cóimhiotal Struchtúrtha agus Dealraimh
Is é A356 (Al-Si7Mg0.3) an rogha caighdeánach do thionscadail ghaineamh agus múnla buan ina bhfuil cóireáil teasa T6 beartaithe. Tar éis cóireáil réitigh ag 538 ° C agus aosú saorga ag 154 ° C, seachadann A356-T6 neart teanntachta 262 MPa agus neart toraidh 186 MPa — i bhfad níos fearr ná na luachanna teilgthe. Ciallaíonn cion íseal copair go ndéanann sé anodizes glan, rud a fhágann go bhfuil tóir air le haghaidh teilgin ailtireachta, daingneáin soilsithe, rothaí iarmhargadh, agus cásanna aeraspáis. Is buntáiste tánaisteach é weldability den scoth an chóimhiotail le haghaidh obair dheisiúcháin nó déantúsaíochta.
319
319 — Innealtóireacht Feithicleach agus Ghinearálta
Is é 319 (Al-Si6Cu3.5) an rogha thraidisiúnta maidir le comhpháirteanna innill gaineamh-theilgthe - cinn sorcóra, iomadúil ionghabhála, agus cásanna tarchurtha. Tugann a ábhar copair neart maith ag teochtaí ardaithe, rud atá tábhachtach nuair a sháraíonn an timpeallacht oibriúcháin 150 ° C. Tá Ford, GM, agus Chrysler ag baint úsáide as cóimhiotail 319-teaghlaigh le blianta fada i gcinn innill pushrod agus OHC. Na meaisíní cóimhiotail glan agus glacann sé anodizing crua go réasúnta maith má tá ábhar copair á rialú go dtí foirceann íochtair an tsonraíocht.
535
535 (Almag 35) — Tionscadail Mhuirí agus Frithsheasmhach in aghaidh Creimeadh
I gcás tionscadal atá faoi lé timpeallachtaí sáile nó ard-taise - crua-earraí mara, eilimintí ailtireachta cósta, trealamh próiseála ceimiceach - cuireann 535 (Al-Mg6.8) friotaíocht eisceachtúil creimthe, táthaitheacht mhaith, agus bailchríoch nádúrtha geal tar éis anodizing. Mar gheall ar an méid sileacain níos ísle tá sé níos deacra é a chaitheamh (le claonadh níos airde de cuimilte te) agus éilíonn sé dearadh cúramach geataí agus teochtaí doirteadh rialaithe. Tá neart teanntachta mar-theilgthe thart 240 MPa , inchomparáide le A356-T6 gan gá le cóireáil teasa.
Samplaí de Thionscadail Réitigh Alúmanam Fíor-Domhain ar fud na dTionscal
Tá leithead na dtionscadal réitigh alúmanaim i dtáirgeadh gníomhach níos leithne ná mar a thuigeann an chuid is mó daoine. Clúdaíonn na samplaí thíos comhthéacsanna caitheamh aimsire, tionsclaíochta, ailtireachta agus táirgí tomhaltóra, agus sonraí próisis agus cóimhiotail ábhartha ag gach ceann díobh.
01
Teilgcheárta Cúlchlós: Garda Scian Alúmanam Teilgthe Gainimh agus Neart
Is éard atá i dtionscadal réitigh alúmanaim tóir ar leibhéal iontrála sa phobal déantúsóirí ná gardaí scian réitigh gaineamh, gardaí méaracha, agus bolstálaithe le haghaidh lanna saincheaptha. Tá na codanna beag (go hiondúil faoi 50 g), simplí go geoiméadrach, agus fhulaingt siad garbh an dromchla is gnách le réitigh gaineamh glas. Oibríonn loiní A356 nó scrap (cóimhiotal 4032 go minic) go maith. Ba chóir teocht leá a choinneáil ag 700–730°C chun líonadh iomlán a chinntiú gan ionsú iomarcach gáis. Ag críochnú le páirín fliuch-agus-tirim 120-grit go 600-grit agus buffing ina dhiaidh sin, faightear cuma gar-scáthán dó gan aon chóireáil teasa iar-theilgthe.
02
Réitigh Alúmanam Ailtireachta: Caipíní Colún, Ráillí, agus Painéil Ornáideacha
Tá stair fhada ag tionscadail réitigh alúmanaim ailtireachta — tá an caipín alúmanaim ar an Séadchomhartha Washington, a suiteáladh i 1884, ar cheann de na húsáidí is luaithe a taifeadadh le haghaidh réitigh alúmanaim bheachtais. Úsáideann tionscadail ailtireachta nua-aimseartha múnla buan nó réitigh gaineamh le cóimhiotail A356 nó 535. I measc na n-iarratas tipiciúla tá ráillí staighre ornáideacha, ceannlitreacha colúin maisiúla, painéil aghaidh tógála, agus crua-earraí dorais saincheaptha. Soláthraíonn anodizing - go háirithe anóidiú crua-chóta go 25-50 µm - cosaint chreimthe marthanach, ísealchothabhála ar féidir a dhathú chun sonraíochtaí dearaidh a mheaitseáil. Soláthraíonn roinnt déantúsóirí i réigiún Chósta na Murascaille eilimintí ailtireachta gaineamhtheilgthe le hamanna luaidhe 4-8 seachtaine le haghaidh patrúin saincheaptha .
03
Feithicleach: Bloic Inneall HPDC agus Teilgin Struchtúrtha
Úsáideann innill ghluaiste dhlúth nua-aimseartha bloic cóimhiotal alúmanaim beagnach go huilíoch. Úsáideann an BMW N52 inlíne-sé, a tugadh isteach i 2004, bloc ilchodach maignéisiam-alúmanam le pláta leaba alúmanaim teilgthe agus cromán díorthach A380 - dearadh a bearrtha 10 kg ón inneall bloc iarainn níos luaithe. Tá struchtúir tráidire ceallraí EV comhaimseartha, mar shampla iad siúd a úsáidtear in ardáin Rivian agus Hyundai Ioniq, teilgin alúmanaim HPDC ilchuas le bealaí fuaraithe comhtháite, ag comhcheangal suas le seacht gcodanna stampáilte agus táthaithe ar leithligh roimhe seo i réitigh cruth glan amháin. Laghdaíonn an comhdhlúthú seo am tionóil agus feabhsaíonn sé rigidity struchtúrach ag thart ar 30% mais níos ísle i gcomparáid le tógálacha cruach comhionann.
04
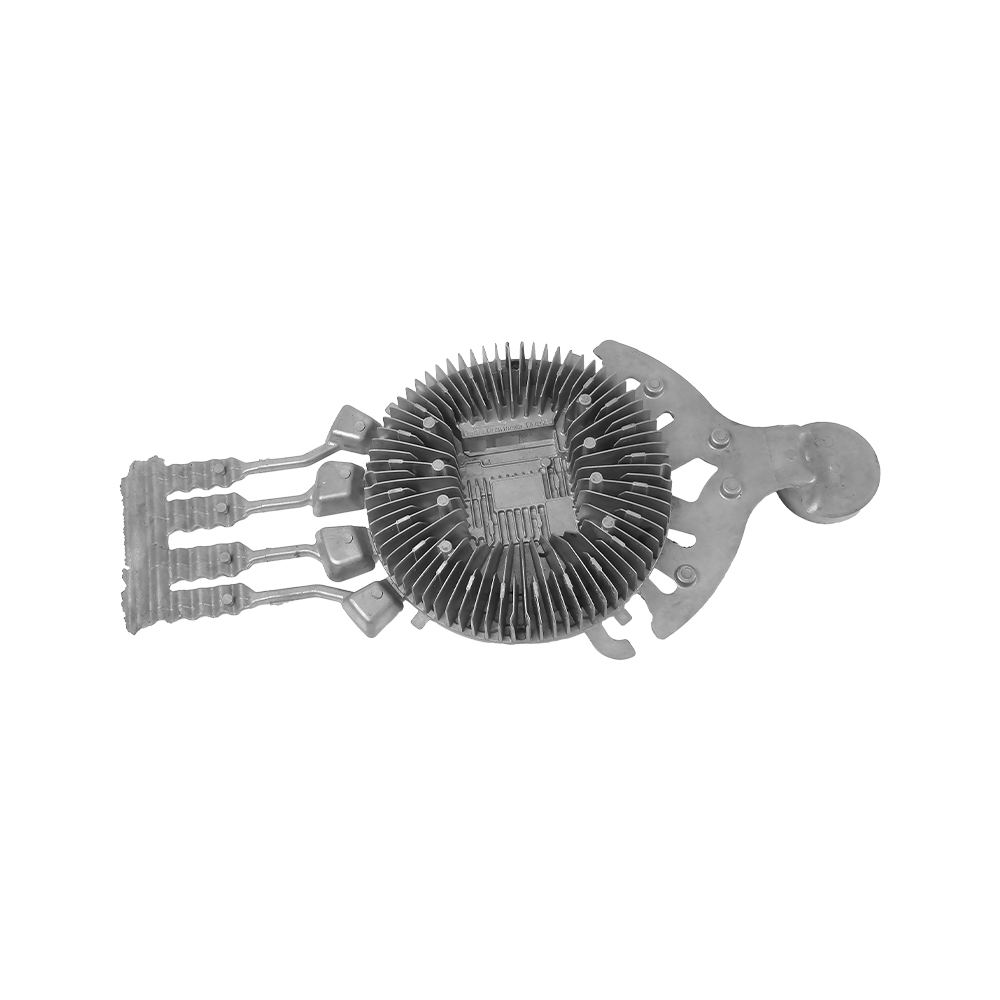
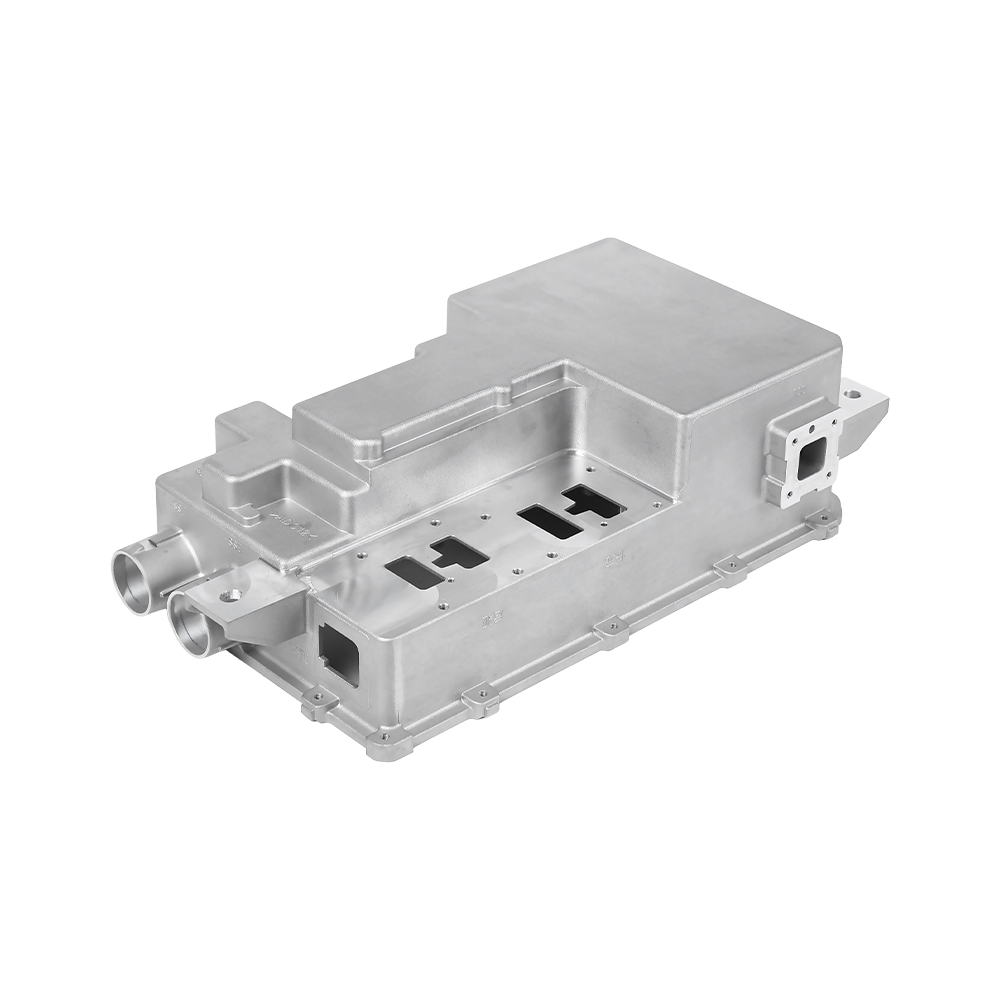
Imfhálú Leictreonaic: Bainistiú Teirmeach Trí Réitigh
Is minic a úsáideann leictreonaic ardchumhachta - tiomántáin mhótair, inverters cumhachta, aimplitheoirí bonnstáisiúin teileachumarsáide, tiománaithe LED - réitigh alúmanaim le haghaidh imfháluithe mar go bhfreastalaíonn an t-ábhar dualgas dúbailte mar thithíocht agus heatsink araon. Baineann imfháluithe A380 HPDC le heití comhtháite amach luachanna friotaíochta teirmeach de 0.5–1.5°C/W i gcomhiompar nádúrtha, leordhóthanach le haghaidh go leor feidhmeanna tionsclaíocha gan aer éigean. I gcás feidhmeanna sciath RF, soláthraíonn tiús bhalla 3-5 mm san A380 maolú éifeachtach os cionn 500 MHz. Is fearr le réitigh infheistíochta nuair a bhíonn gá le céimseata cainéal sreabhadh inmheánach casta le haghaidh plátaí fuar-fhuaraithe leachtacha.
05
Aeraspáis: Lúibíní Struchtúrtha Infheistíochta-Teilgthe agus Cásálacha
Is cleachtas caighdeánach é réitigh infheistíochta le cóimhiotail A356 nó A357 le haghaidh lúibíní aerfhráma, Cásálacha Eitleonaice, agus maniffolds hiodrálacha áit a gcuireann castacht céimseata agus lamháltais daingean deireadh le meaisínithe mar rogha éifeachtach ó thaobh costais. Baintear amach teilgin infheistíochta tipiciúil alúmanaim a úsáidtear in aerárthaí lamháltais tríthoiseach de ±0.13 mm agus bailchríocha dromchla de 3.2 µm Ra gan meaisínithe breise. Ceadaíonn an próiseas foghearrthacha, ballaí tanaí, agus comhrianta orgánacha nach féidir le réitigh gaineamh a tháirgeadh go hiontaofa. Soláthraíonn cuideachtaí cosúil le Precision Castparts agus Hitchiner Manufacturing teilgin infheistíochta alúmanaim aeraspáis d'ardáin Boeing, Airbus agus Lockheed Martin.
06
Ealaín agus Dealbhóireacht: Tionscadail Réitigh Alúmanam Foam Caillte
Tá tóir ar réitigh cúr caillte i measc dealbhóirí agus ealaíontóirí mar is féidir cúr EPS a mhúnlú, a shnoite, agus a chur le chéile gan aon dréacht-uillinn nó croí-bhosca - ídíonn an alúmanam leáite an cúr le linn an doirteadh, rud a fhágann macasamhail beacht den mhúnla bunaidh. Tairgeann teilgcheártaí ealaíne pobail i gcathracha mar Chicago agus Portland rochtain oscailte ar sheisiúin doirteadh alúmanaim cúr caillte. Níl an rogha cóimhiotal chomh ríthábhachtach le haghaidh píosaí maisiúcháin amháin; Seachadann dramh tánaisteach A380 nó 383 torthaí leordhóthanacha le sreabhach maith. Pours ghnáth úsáid a 2-4 mm sprue and riser system i gcoibhneas le toirt na coda chun líonadh iomlán na ngnéithe tanaí dealbhóireachta a chinntiú.
Rialacha Dearaidh a Chosc ar Lochtanna i dTionscadail Réitigh Alúmanam
Deartar an chuid is mó de na lochtanna réitigh alúmanaim i, ní monaraítear iad. Tar éis treoirlínte seanbhunaithe deartha le haghaidh réitigh (DFC) le linn na céime CAD, cuirtear deireadh le formhór na dteipeanna póiriúlachta, stoptha fuar, mí-rith agus cuimilte sula ngearrtar múnla amháin. Tá feidhm ag na rialacha seo a leanas go ginearálta ar fud na bpróiseas gaineamh, múnla buan, agus dísréitigh, agus tugadh faoi deara coigeartuithe a bhaineann go sonrach leis an bpróiseas.
Comhionannas Tiús Balla
Cruthaíonn tiús balla neamh-éide rátaí fuaraithe difreálach a thiomáineann porosity crapadh i dtreo an réigiúin deiridh go soladú. Is é an sprioc deartha molta éagsúlacht tiús balla nach mó ná 2:1 idir na codanna cóngaracha . I gcás nach féidir cabhsaí troma nó feansaí troma a sheachaint, laghdaítear an difreálach mais theirmeach nuair a dhéantar ábhar a chorradh amach nó trí thrasdulta a chumasc le gathanna flaithiúla. I gcás HPDC, dírigh ar thiús balla ainmniúil 2-4 mm don chuid is mó d’fheidhmeanna struchtúracha; tosaíonn ballaí os cionn 6 mm ag carnadh porosity gáis mura n-úsáidtear líonadh le cúnamh bhfolús.
Filléid agus gathanna ag Gach Cúinne Inmheánach
Díríonn coirnéil inmheánacha géara strus agus cruthaíonn siad spotaí te le linn solidification. Ga íosmhéid inmheánach de 1,5 × tiús bhalla molta ag treoirlínte ASM International um Dhearadh Réitigh Alúmanam. Laghdaíonn fiú ga 1 mm go mór fachtóirí tiúchana strus i gcomparáid le cúinne fíor-ghéar. Is féidir le coirnéil sheachtracha a bheith níos géire (íosmhéid ga 0.5 mm) ach níor chóir go mbeadh siad go hiomlán cearnach in alúmanam teilgthe.
Dréacht-Uillinneacha le haghaidh Eisiúint Mhúirín
Tá dréachtuillinneacha ag teastáil ó gach dromchla atá comhthreomhar le treo tarraingthe múnla. Tá íosmhéideanna caighdeánacha 1–2° le haghaidh réitigh gaineamh, 1–3° le haghaidh múnla buan, agus 0.5–1.5° le haghaidh HPDC ar dhromchlaí seachtracha (beagán níos mó ar dhromchlaí inmheánacha toisc go gcrapann an réitigh ar chroíleacáin). Is é an toradh a bhíonn ar dhréacht neamhleor ná bás a chaitheamh, briseadh croí, agus deacracht astarraingthe a dhéanann dochar don réitigh ar deireadh. Níor cheart go mbeadh aon dréacht ag dromchlaí atá os comhair múnla; sonraigh go soiléir sa líníocht cén treo ina bhfuil an plána deighilte.
Geata agus Ardú le haghaidh Soladach Treo
Cothaíonn dea-dhearadh geataí miotail leachtach de réir a chéile ó chodanna tanaí go tiubh, ag cinntiú go bhfanann na réigiúin is troime ceangailte le taiscumar leachtach - an riser - go dtí go soladaithe go hiomlán. Treoraíonn riail Chvorinov (am soladú i gcomhréir le (Imleabhar/Achar Dromchla)²) méid an ardaitheora: ní mór modúl ar a laghad a bheith ag riser 1.2 × sin na coda is troime cothaíonn sé. Úsáidtear bogearraí insamhalta ar nós MAGMASOFT, Flow-3D, agus ProCAST go forleathan chun dearadh geataí agus riser a bhailíochtú roimh uirlisí táirgthe a ghearradh, rud a laghdóidh costais trialach agus earráide go mór.
Dearadh Snáithe agus Ionsáigh in Alúmanam Teilgthe
Tá alúmanam teilgthe ró-bhog le haghaidh snáitheanna garbh díreacha in iarratais ceanglóir mór-chasmhóiminte. Áirítear ar na roghanna: (1) ionsáin snáithithe cruach nó práis a theilgean — tá an-tóir ar tháirgí Heli-Coil agus EZ Lok le haghaidh feidhmeanna iarfheistithe; (2) ag baint úsáide as snáitheanna machined iar-réitigh le ar a laghad 1.5 × fad rannpháirtíochta trastomhas snáithe ; nó (3) ag sonrú suiteáil isteach ultrasonaic le haghaidh dearaí teirmeaplaisteacha cóngaracha. Is féidir le páirteanna HPDC poill lárnacha a ionchorprú go dtí an trastomhas íosta de 2.0 mm le dearadh bás cúramach, ag laghdú riachtanais druileála iar-theilgthe.
Rialú Cáilíochta Leáigh - An Chéim a Bhreathnaíonn an chuid is mó de Thosaitheoirí i Réitigh Alúmanam
Cinneann cáilíocht an alúmanam leáite ag an bpointe doirt uasteorainn cáilíochta an réitigh críochnaithe. Taispeánfar fós póiriúlacht, cuimsiú ocsaíd agus airíonna meicniúla laghdaithe i gcuid atá deartha go foirfe ó mhiotal nach bhfuil ullmhaithe go maith. Caitheann oibritheoirí teilgcheárta a bhfuil taithí acu le hullmhú leá chomh dáiríre is atá an dearadh múnla.
Porosity Hidrigin: An Locht Réitigh Alúmanam is Coitianta
Déanann alúmanam an hidrigin a thuaslagadh go héasca ina staid leachtach - is féidir le alúmanam leachtach ag 750 ° C a shealbhú thart ar 0.65 cm³ in aghaidh an 100 g miotail , i gcomparáid le díreach 0.034 cm³ in aghaidh 100 g sa stát soladach (de réir sonraí ón gComhlachas Alúmanam). Nuair a dhaingníonn an leá, diúltaítear formhór mór na hidrigin tuaslagtha sin agus cruthaítear boilgeoga micreascópacha - porosity - ar fud an réitigh. Is iad na príomhfhoinsí hidrigine ná taise an atmaisféir, fuíoll fliuch, tuairisceáin olacha, agus flosc fliuch.
Má dhéantar díghású le nítrigin thirim nó le hargón trí aonad díghásaithe rothlacha (próiseas SNIF nó a choibhéis) laghdaítear hidrigin thuaslagtha go dtí thíos 0.10 cm³ in aghaidh 100 g i gcleachtas tráchtála — i bhfad faoi bhun na tairsí le haghaidh póiriúlacht infheicthe i bhformhór na gcéimeanna réitigh. Is féidir le caitheamh aimsire gan trealamh díghásaithe rothlacha táibléid heicseaclóraiatán a úsáid (le aeráil chuí - gineann an próiseas gás clóirín) nó go simplí a laghdaítear an nochtadh taise don leá trí gach uirlisiú a réamhthéamh agus na cláir foirnéise a choinneáil dúnta.
Cuimsithe Ocsaíd agus Cleachtas Flux
Ocsaídíonn alúmanam láithreach ar nochtadh d’aer, ag cruthú craiceann alúmana tanaí ach marthanach (Al₂O₃). Filleann doirteadh suaite an craiceann seo isteach sa leá, rud a chruthaíonn déscannáin ocsaíd a fheidhmíonn mar shuíomhanna tionscnaimh crack sa réitigh sholadaithe. Chaith an tOllamh John Campbell, nach maireann, ó Ollscoil Birmingham na blianta ag déanamh doiciméadú ar an gcaoi arb iad déscannáin ocsaíd an bhunchúis leis an gcuid is mó de scaiptear réadmhaoin mheicniúil réitigh alúmanaim — is minic a théann éagsúlacht neart teanntachta de 30–40% i dteilgin chomhionanna siar go dáileadh déscannáin.
I measc na bhfrithbhearta praiticiúla tá: liacha ag doirteadh bun in ionad liacha barr-dhoirte, scagairí cúr ceirmeacha sa chóras geataí (20-30 ppi d’alúmanam), airde doirteadh laghdaithe agus treoluas doirteadh rialaithe, agus suaiteacht ag bealach isteach na múnlaí a íoslaghdú. Cosnaíonn breisithe flosc (lena gcumhdaítear floscanna cosúil le meascáin chlóiríd photaisiam/clóiríd sóidiam) an dromchla leá ó ocsaídiú atmaisféarach idir teasanna agus cabhraíonn siad le cáithníní ocsaíde a chomhtháthú le haghaidh scimeála sula ndéantar iad a dhoirteadh.
Rialú Teochta agus Superheat
Tá teocht leachtachta idir an chuid is mó de chóimhiotail réitigh alúmanaim 555°C agus 615°C . Méadaítear ionsú gáis, foirmiú ocsaíd agus creimeadh dísle i HPDC de bharr doirteadh ag barrtheas (níos mó ná 80–100°C os cionn an leachtais). Nuair a bhíonn ró-fhuar ann, cruthaítear misruns agus stoptar fuar - réimsí ina soladaíonn an t-éadan miotail sula líonann tú an múnla. Titeann an teocht dhoirteadh is fearr le haghaidh fhormhór na n-iarratas idir 680°C agus 740°C , agus tá ról suntasach ag teocht an mhúnla freisin: is gnách go ndéantar múnlaí buan a réamhthéite go 200-350 ° C le haghaidh alúmanam.
Oibríochtaí Iar-réitigh: Cóireáil Teasa, Meaisínithe, agus Críochnú Dromchla
Éilíonn an chuid is mó de thionscadail réitigh alúmanam roinnt oibre iar-réitigh ar a laghad. Cuirtear na hoibríochtaí thíos i láthair san ord ina ndéanfaí iad de ghnáth i dtáirgeadh.
Céim 1
Degating agus Shakeout
Croithtear teilgin gainimh as an múnla a luaithe a dhaingnítear é (de ghnáth laistigh de 5-30 nóiméad ag brath ar pháirtmheáchan). Baintear rádala agus ardaigh trí sábhadh, meilt nó briseadh hiodrálach. Déantar páirteanna HPDC a bhearradh i ndísle Baile Átha Troim tiomnaithe a lomann splanc agus a ritheann in aon stróc preasa amháin, le hamanna timthriallta 5-15 soicind in aghaidh na coda. De ghnáth is gá meilt láimhe a dhéanamh le splanc líne deighilte ar theilgean gainimh chun sruthlú a chumasc leis an dromchla réitigh.
Céim 2
Cóireáil Teasa (Nuair atá Sonraithe)
Is é an t-ainmniú temper T6 — cóireáil teasa réitigh agus aosú saorga ina dhiaidh sin — an chóireáil teasa is forleithne a shonraítear le haghaidh teilgin alúmanaim. Le haghaidh A356:
- Cóireáil réitigh: 538 ° C ± 6 ° C ar feadh 4-12 uair an chloig (ag brath ar thiús an ailt)
- Quench: uisce ag 60–80°C (laghdaíonn múchadh te saobhadh struis iarmharach)
- Aois: 154°C ± 6°C ar feadh 6–12 uair an chloig
Déanann an seicheamh seo deascán Mg₂Si a thuaslagadh ina thuaslagadh agus ansin iad a athdhearadh mar scaipeadh mín a chuireann bac ar ghluaisne díláithrithe, rud a mhéadaíonn neart toraidh ó thart ar 83 MPa (F temper) go 186–207 MPa (teoranta T6) .
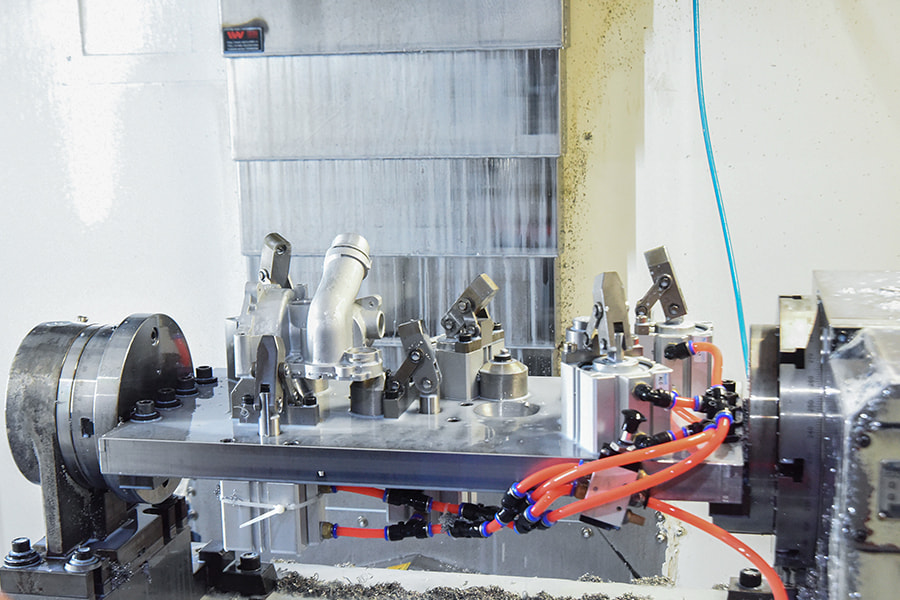
Céim 3
Meaisínithe CNC ar Dhromchlaí Criticiúla
Meaisíní alúmanaim teilgthe thar a bheith maith - is gnách go mbíonn saolré uirlisí 10-20 × níos faide nuair a dhéantar meaisínithe alúmanam i gcoinne cruach ag coinníollacha ualaigh sliseanna comhionann. Úsáideann meaisínithe CNC ardluais d’alúmanam teilgthe uirlisiú carbide, luasanna gearrtha 300–600 m/nóiméad (troigh dromchla in aghaidh an nóiméid: 1,000–2,000), agus fuarú tuilte nó lubrication íosta cainníochta (MQL). Gnéithe Datum meaisínithe isteach sa réitigh - pillíní, tollta, agus poill a aimsiú - a bhunú an fráma tagartha do gach oibríocht meaisínithe ina dhiaidh sin. I gcás páirteanna ard-toirte HPDC, tá línte aistrithe tiomnaithe le hamanna timthriall faoi 60 soicind in aghaidh na coda coitianta i gcealla réitigh feithicleach.
Céim 4
Roghanna Críochnú Dromchla le haghaidh Teilgin Alúmanam
Tá raon leathan roghanna críochnaithe do thionscadail réitigh alúmanaim:
- Anodizing: Ocsaídiú leictriceimiceach a fhásann ciseal dlúth alúmana 5–25 µm (Cineál II) nó 25–100 µm (anóid chrua de Chineál III). Soláthraíonn creimeadh agus friotaíocht caitheamh den scoth. Is fearr le cóimhiotail A356 nó 535.
- Cumhdach Púdar: Feidhmiú leictreastatach púdar polaiméire teirmeasúite, leigheasta ag 160–200°C. Friotaíocht UV den scoth, raon dath leathan, éifeachtach ó thaobh costais do líon meánach go ard. Ag luí leis na cóimhiotail réitigh go léir.
- Cumhdach Tiontaithe Chromate: Soláthraíonn crómáit trivalent (Alodine/Iridite) cosaint creimeadh agus primer greamaitheachta péinte d'fheidhmchláir aeraspáis agus cosanta. RoHS comhlíontach le foirmlithe fánach.
- Pléascadh Urchar agus Díbhuirt Chreatha: Críochnú meicniúil a bhaintear burrs, a fheabhsaíonn an chuma ar an dromchla, agus is féidir a úsáid chun strus iarmharach compressive (athróg peening lámhaigh) a chruthú a fheabhsaíonn saol tuirse suas le 30%.
- Plátáil nicil leictrilít: Taisceann sé ciseal aonfhoirmeach nicil-fosfar 10-50 µm a fheabhsaíonn cruas go suntasach (500-700 HV tar éis cóireála teasa) agus friotaíocht caitheamh, a úsáidtear le haghaidh múnlaí, toir agus dromchlaí sleamhnáin.
Struchtúr Costais Thionscadail Réitigh Alúmanam - An Rud a Thiomáineann Praghas
Cuidíonn tuiscint ar na tiománaithe costais le hinnealtóirí tionscadail cinntí roghnaithe próisis níos fearr a dhéanamh agus tugann sé creat d'fhoirne soláthair chun meastacháin ó sholáthraithe réitigh a mheas.
Fabhtcheartú Lochtanna Coitianta Réitigh Alúmanam
Tagann fiú oibreoirí teilgcheárta a bhfuil taithí acu ar lochtanna. Léiríonn an tábla thíos na lochtanna réitigh alúmanaim is coitianta dá mbunús agus dá ngníomhartha ceartaitheacha.
| Locht | Dealramh | Príomhchúis | Gníomh Ceartúcháin |
|---|---|---|---|
| Porosity Gáis | Folúntais bhabhta, ballaí mín, dáileadh randamach | Hidrigin tuaslagtha i leá | Degas leá; triomaigh gach uirlisiú agus dramh; laghdú superheat |
| Porosity crapadh | Folús neamhrialta, ballaí garbha, i gcodanna troma | Beathú / ardú neamhleor | Méadú méid riser; cuir chills le hailt trom; athdhearadh le haghaidh balla aonfhoirmeach |
| Fuar Shut | Seam líneach ar dhromchla, comhéadan lag | Dhá aghaidh miotail a fuaraigh roimh chruinniú | teocht doirteadh a mhéadú; feabhas a chur ar gheataí chun sreafaí a chumasc níos luaithe |
| Ag cuimilt te | Crack gharbh ag athrú filléad nó alt | Strus teirmeach le linn soladú céim dhéanach | gathanna filléad a mhéadú; solúbthacht a chur le croíleacáin; múnla preheat |
| Cuimsithe Ocsaíd | Stráicí dorcha nó scannáin le feiceáil ar an gcuid meaisínithe | Doirt suaite, craicne ocsaíd fillte | Laghdaigh airde doirt; bain úsáid as scagaire cúr ceirmeach; seachain drólann remelting |
| Misrun | Líonadh neamhiomlán, imill chothromú neamhiomlán | Miotal ró-fhuar, alt tanaí, droch-scaoilte | Méadú teocht Doirt; ballaí tanaí a thiús; gaothairí a chur le múnla |
Réitigh Alúmanam Inbhuanaithe — Athchúrsáil, Fuinneamh, agus an Geilleagar Ciorclach
Is é alúmanam an miotal struchtúrach is athchúrsáilte atá in úsáid go coitianta, agus athraíonn an mhaoin seo go bunúsach calcalas inbhuanaitheachta tionscadail réitigh alúmanaim i gcomparáid le roghanna eile cruach nó since. Éilíonn athchúrsáil alúmanam amháin 5% den fhuinneamh a theastaíonn chun alúmanam príomhúil a tháirgeadh ó mhianaigh Báicsít — tuairim is 2–3 kWh/kg do thánaisteach in aghaidh 45–55 kWh/kg do tháirgeadh príomhúil (sonraí ón Institiúid Idirnáisiúnta Alúmanam, 2023). Tá difríocht an lorg carbóin chomh drámatúil céanna: gineann alúmanam tánaisteach thart ar 0.5–1.0 kg CO₂ an kg de mhiotal i gcomparáid le 8–12 kg CO₂ an kg le haghaidh bruithniú príomhúil faoi thiomáint guail.
Thar Tá 75% den alúmanam a tháirgtear riamh fós in úsáid inniu , de réir an Chomhlachais Alúmanam. Tá an ráta athchúrsála alúmanaim is airde d'aon úsáid deiridh ag earnáil na ngluaisteán - soláthraíonn feithiclí a bhfuil a ré caite foinse dlúth, deighilte de dhramh cóimhiotail réitigh ghlan a shreabhann ar ais isteach i dtáirgeadh tánaisteach cóimhiotail HPDC le díghrádú cáilíochta íosta. Is cúis amháin é an éifeachtúlacht lúb dúnta seo ná cúis amháin a luann uathoibritheoirí réitigh alúmanaim mar rogha deartha inbhuanaitheachta-dearfach fiú ar ardáin feithiclí atá dian ar fhuinneamh.
I gcás oibríochtaí teilgcheárta, cuireann aisghabháil fuinnimh ó gháis sceite foirnéise, monatóireacht ar cheimic leá fíor-ama chun timthriallta athleáite a íoslaghdú, agus líneálacha foirnéise snáithíní ceirmeacha a laghdaíonn caillteanas teasa 15-25% i gcomparáid le dearaí teasfhulangacha níos sine, go léir ag cur le lorg comhshaoil laghdaithe in áiseanna réitigh alúmanam nua-aimseartha. Tá roinnt dteilgcheártaí Eorpacha - lena n-áirítear Rheinfelden Alloys agus Novelis - tar éis gealltanas a thabhairt d'oibríochtaí réitigh alúmanaim atá neodrach ó thaobh carbóin de faoi 2030 trí mheascán de chláir foinsithe agus fritháirimh fuinnimh in-athnuaite.
Treochtaí atá ag Teacht Chun Cinn i Réitigh Alúmanam - Cad atá ag Athrú sa Tionscal
Tá an tionscal réitigh alúmanaim ag dul faoi athrú teicniúil brí atá á thiomáint ag leictriú, déantúsaíocht dhigiteach, agus forbairt cóimhiotal nua. Tá tuiscint a fháil ar na treochtaí seo ábhartha do dhuine ar bith atá ag pleanáil cláir réitigh alúmanaim ilbhliantúla.
Mega-Réitigh agus Comhtháthú Struchtúrtha
Spreag an úsáid a bhain Tesla as brúnna giga 6,000 tonna agus 9,000 tonna chun rannóga fo-chorp cúil iomlán an EV a chaitheamh mar dhísleilgthe aonair alúmanaim - in ionad 70-100 páirteanna aonair stampáilte agus táthaithe - tar éis suim mhór a spreagadh ar fud thionscal na ngluaisteán. D'fhógair Toyota, Volvo, General Motors, agus roinnt OEManna Síneacha cláir den chineál céanna. Úsáideann na teilgin bás-réitigh saincheaptha ardfholús le cóimhiotail Al-Si-Mg a forbraíodh go sonrach le haghaidh mega-theilgthe struchtúracha, ag baint amach fadúcháin os cionn 10% agus neart teanntachta os cionn 250 MPa mar-theilgthe, gan chóireáil teasa. Athraíonn an fhorbairt seo go bunúsach eacnamaíocht déantúsaíochta struchtúir choirp ag toirteanna os cionn 100,000 aonad in aghaidh na bliana.
Múnlaí Gainimh Clóbhuailte 3D agus Croíthe
Tá priontáil scaird ceanglóra de mhúnlaí gaineamh shilice (ag baint úsáide as córais ó ExOne/Desktop Metal, Voxeljet, agus Viridis3D) tar éis an chéim déanta patrún a bhaint as réitigh gaineamh, rud a chuir ar chumas táirgeadh aon-phíosa teilgin casta alúmanaim le pasáistí inmheánacha atá dodhéanta go geoiméadrach a chroí le modhanna traidisiúnta. Tá an t-am luaidhe ó chomhad CAD go dtí an chéad chuid teilgthe anois 3-5 lá gnó le múnlaí gaineamh clóite, in aghaidh 4-8 seachtaine le haghaidh gnáthphatrún agus uirlisí. Tá Ford, John Deere, agus roinnt cuideachtaí aeraspáis ag baint úsáide as múnlaí gaineamh clóite le haghaidh fréamhshamhlacha agus teilgin alúmanaim táirgthe íseal-toirte, le costais pháirteacha atá iomaíoch le roghanna eile meaisínithe le haghaidh céimseataí casta.
Monatóireacht Próiseas Fíor-Ama agus Rialú Cáilíochta AI
Gabhann eagair braiteoirí atá leabaithe i meaisíní bás-réitigh próifílí brú lámhaigh, teochtaí dromchla dísle, agus sonraí treoluas miotail ag taifeach milleasoicind. Is féidir le samhlacha meaisínfhoghlama atá oilte ar shonraí fabhtanna stairiúla porosacht crapadh agus dóchúlacht stoptha fuar a thuar ó sínithe próifílí lámhaigh sula mbaintear an chuid den dísle — rud a fhágann gur féidir seatanna as sonraíocht a dhiúltú go huathoibríoch gan iniúchadh X-gha. Tuairiscíonn roinnt soláthraithe réitigh feithicleach Sraith 1 laghduithe ráta scrap 30-50% tar éis córais faireacháin fíor-ama den sórt sin a imscaradh, a aistriú go díreach chuig méadracht costais níos ísle agus inbhuanaitheacht fheabhsaithe.
Forbairt Cóimhiotal do Bhainistíocht Theirmeach Feithiclí Leictreacha
Éilíonn plátaí fuaraithe ceallraí EV cóimhiotail réitigh alúmanaim le seoltacht ard teirmeach, tightness brú den scoth (gan porosity), agus an cumas chun hailt brazed a fhoirmiú. Tá seoltacht theirmeach thart ar an gcaighdeán A380 96 W/m·K — leordhóthanach ach níl sé barrmhaith. Tá cóimhiotail nua i dteaghlach Al-Si-Mg a bhfuil ábhar rialaithe iarainn agus copair á bhforbairt ag cuideachtaí lena n-áirítear Novelis, Constellium, agus Impol chun seoltacht os cionn 160 W/m·K a bhaint amach sa riocht teilgthe, ag cumasú córais ceallraí leacht-fhuaraithe níos dlúithe agus níos éifeachtaí. Is réimse gníomhach taighde cóimhiotail é seo agus comhdaíodh ilphaitinní in 2022-2024.
Ceisteanna Coitianta Maidir le Tionscadail Réitigh Alúmanam
Cad é an cóimhiotal alúmanaim is fearr le haghaidh chéad thionscadal réitigh?
Do thosaitheoirí a úsáideann foirnéis chúlchlós agus múnlaí gaineamh glas, is pointí tosaigh den scoth iad loiní athchúrsáilte (cóimhiotal 4032 nó 2618 de ghnáth) nó tinne glan A356. Bíonn leachtacht mhaith ag an dá cheann ag gnáth-theocht do dhoirteadh sa chúlchlós de 700–730°C, agus níl breisiúcháin chóimhiotalaithe suntasach tocsaineach ag ceachtar acu. Tá taise sa ghaineamh beagán níos maith ag A356 mar go bhfeabhsaíonn a ábhar sileacain sreabhach fiú ag teochtaí níos ísle. Seachain fuíoll anaithnid ó leictreonaic nó ó pháirteanna brataithe - is féidir le hábhair shalaithe ó shádráil, ó theilgthe dísle since, nó ó phlátáil múch tocsaineach agus droch-chaighdeán réitigh a tháirgeadh.
Conas porosity a chosc i mo chuid teilgin alúmanaim?
Tá dhá bhunchúis ag porosity: hidrigin tuaslagtha (porosity gáis) agus beathú neamhleor an chrapadh (porosity crapadh). Chun aghaidh a thabhairt ar phaireachas gáis, coinnigh gach ábhar múnla agus miotail tirim, bain úsáid as flosc clúdaigh, agus dígas an leá roimh dhoirteadh. Chun aghaidh a thabhairt ar phaireachas an chrapadh, cinntigh go bhfuil do riser mór go leor chun fanacht ina leacht tar éis don réitigh a bheith soladach - ní mór don mhodal riser a bheith níos troime 20% ar a laghad a bheith níos airde ná an modúl don roinn réitigh is troime. Cuidíonn chills a chuirtear in aice le codanna troma freisin trí sholadú áitiúil a luathú chun éileamh ar chrapadh a laghdú.
Cad é an tiús íosta balla is féidir a bhaint amach i réitigh alúmanaim?
Braitheann tiús bhalla íosta ar an bpróiseas réitigh. Baintear amach na ballaí is tanaí - chomh híseal agus a bhíonn dísleilgthe ardbhrú 0.8 mm i ndearaí dísle optamaithe le hinstealladh miotail ardluais. Baintear 1.0–1.5 mm amach go hiontaofa le réitigh infheistíochta. Láimhseálann múnla buan (dístarraingt domhantarraingthe) réitigh íosmhéid 2-3 mm. De ghnáth teastaíonn ballaí íosta 3-5 mm le haghaidh líonadh iontaofa chun gaineamh a chaitheamh, cé go bhfuil 2 mm bainte amach ag oibreoirí teilgcheárta oilte i gcodanna níos lú le cóimhiotail ard-sreabhánachta sileacain agus múnlaí dea-gheata.
An féidir alúmanam teilgthe a tháthú?
Sea, is féidir go leor cóimhiotail réitigh alúmanaim a tháthú, ach éilíonn an próiseas cúram. Is iad cóimhiotail A356 agus 535 na cóimhiotail réitigh coitianta is weldable. Is cleachtas caighdeánach é táthú stua tungstain gáis (GTAW/TIG) le sreang filler 4043 nó 5356. Go ginearálta meastar nach féidir páirteanna HPDC ina bhfuil A380 a fheiceáil in iarratais struchtúracha mar gheall ar an ábhar copair agus porosity gáis a scaoileann le linn táthú. Má dhéantar alúmanam teilgthe a tháthú, déan an t-achar a réamhthéamh go 150–200°C chun scoilteadh turrainge teirmeach a laghdú, agus moltar faoiseamh struis iar-táthaithe ag 175°C ar feadh 2–4 huaire d’alt struchtúrach in A356.
Cé chomh fada a thógann sé teilgin alúmanaim a dhéanamh?
Athraíonn amanna luaidhe go mór de réir próisis agus suíomh an tsoláthraí. Le haghaidh teilgin múnla gainimh 3D-chlóite (cainníochtaí fréamhshamhail), amanna luaidhe den chéad alt 3-10 lá gnó is féidir a bhaint amach ó sholáthraithe seanbhunaithe. Réitigh gaineamh traidisiúnta le patrún nua: 4-8 seachtaine le haghaidh monaraithe patrún móide 1-2 seachtaine le haghaidh réitigh. HPDC le huirlisiú nua: 10-20 seachtain le haghaidh déantús dísle, ansin cainníochtaí táirgeachta i 2-4 seachtaine. Teilgin infheistíochta: 8-16 seachtaine le haghaidh uirlisí, 3-6 seachtaine le haghaidh táirgeadh. Is féidir le cláir uirlisithe bhrostaithe ar chostas níos airde na hamlínte seo a chomhbhrú 30-50% le soláthraithe préimhe.
Cad é an difríocht idir bás-réitigh agus alúmanam réitigh gaineamh?
Úsáideann réitigh gaineamh múnlaí gaineamh inchaite a scriostar chun an chuid a scaoileadh - ag cumasú céimseata casta agus páirteanna an-mhór, ach le bailchríoch dromchla níos ísle, lamháltais níos leithne, agus amanna timthriall níos moille. Úsáideann bás-réitigh múnlaí cruach cruaite buan (bás) agus instealladh miotail faoi bhrú ard - ag baint amach bailchríoch dromchla den scoth (1–2 µm Ra), lamháltais dochta (±0.05–0.15 mm), agus rátaí táirgthe an-ard (30-120 soicind), ach le costais uirlisithe arda agus ceanglais íosta cainníochta a fhágann go bhfuil sé neamheacnamaíoch faoi bhun thart ar 10,000 páirteanna. Tá réitigh gaineamh níos fearr le haghaidh fréamhshamhlacha, páirteanna móra, agus líon íseal; is fearr le dísréitigh ag táirgeadh ard-toirte de chomhpháirteanna cruinneas beag agus meánach.
An bhfuil réitigh alúmanaim neamhdhíobhálach don chomhshaol?
Tá réitigh alúmanaim ag baint úsáide as cóimhiotal tánaisteach (athchúrsáilte) i measc na bpróiseas miotalóireachta atá níos fabhraí don chomhshaol atá ar fáil. Ní éilíonn alúmanam tánaisteach ach 5% den fhuinneamh ó tháirgeadh príomhúil alúmanaim agus gineann sé codán de na hastaíochtaí CO₂. Toisc ard-athchúrsáil a dhéanamh ar alúmanam — le rátaí athchúrsála os cionn 90% in earnáil na ngluaisteán — agus an sreabhadh ábhair lúb dúnta i go leor oibríochtaí teilgcheárta, tá sé i bhfad níos glaise ná próisis a úsáideann miotail phríomha. Is iad na príomhábhair imní comhshaoil ná astuithe fluairíde ó úsáid flosc (arna rialú ag scrubbers fliucha i dteilgcheártaí nua-aimseartha) agus bainistíocht chuisnithe in oibríochtaí meaisínithe.
An féidir liom páirteanna alúmanaim bás-theilgthe a anodize?
Ní dhéantar cóimhiotail chaighdeánach HPDC cosúil le A380 (ina bhfuil 3-4% copar) a anodize go bailchríoch cáilíochta comhsheasmhach - is cúis le staining donn nó dubh sa chiseal anodach an cion copair. Maidir le dromchlaí cuma anodized ar alúmanam bás-theilgthe, sonraigh cóimhiotal íseal-copair mar A360 (copar faoi 0.6%) nó cóimhiotal dísle-réitigh cosmaideacha speisialta. Anodizes cóimhiotail A356 agus 535 go glan agus glacann siad ruaimeanna datha go haonfhoirmeach. Má tá gá le bás-réitigh agus má shonraítear anodizing, oibrigh le do sholáthraí réitigh chun cóimhiotal íseal-copair cuí a roghnú le linn na céime deartha seachas an neamh-chomhoiriúnacht a fháil amach tar éis don uirlisiú a bheith tógtha.
